-
1 analysis time
-
2 analysis time
1) Военный термин: время для оценки (обстановки)2) Хроматография: продолжительность анализа3) Макаров: время анализа -
3 total sulfate
3.4 общий сульфат (total sulfate): Соединение, содержащее неорганический сульфат, представленное в пробе во время анализа, без обработки окислителем.
Источник: ГОСТ Р 54287-2010: Топливо этанольное. Определение общего и потенциального содержания неорганических сульфатов и общего содержания неорганических хлоридов методом ионной хроматографии с использованием водного впрыска образца оригинал документа
3.4 общий сульфат (total sulfate): Соединение, содержащее неорганический сульфат, в действительности представленное в пробе во время анализа, при отсутствии обработки окислителем.
Источник: ГОСТ Р 54277-2010: Топливо этанольное. Определение общего и потенциального содержания сульфатов и неорганических хлоридов методом ионной хроматографии с прямым вводом оригинал документа
Англо-русский словарь нормативно-технической терминологии > total sulfate
-
4 AT
1. Abel closed tester - аппарат Абель-Пенского для определения температуры вспышки нефтепродуктов;2. acceleration time - время разгона магнитной ленты;3. acceptable test - приемлемое испытание;4. acceptance tag - бирка о приемочных испытаниях;5. acceptance tests - приемосдаточные испытания;6. acceptance trials - приемосдаточные испытания;7. access technique - метод доступа;8. access time - время выборки; время доступа;9. accumulator tank - бак-накопитель;10. acid treatment - кислотная обработка;11. action time - время действия; рабочее время;12. active transducer - активный преобразователь;13. adaptive threshold - адаптивный порог; ограничитель сигналов;14. address transfer - пересылка адреса;15. address type - тип адреса;16. after-treatment - после обработки;17. air temperature - температура воздуха;18. air traffic service - служба управления воздушным движением;19. air transmitting frequency - частота самолетной радиостанции;20. airtight - герметичный;21. all thread - с резьбой; по всей резьбе;22. ambient temperature - температура окружающей среды;23. American terms - технические условия США;24. ampere-turn - ампер-виток;25. analog transistor - аналоговый транзистор;26. analysis time - время анализа;27. angle tracker - система углового сопровождения;28. antennas, simple - простые антенные устройства;29. antitorpedo - противоторпедный;30. aplanatic telescope - апланатический телескоп;31. apparent time - истинное время;32. armament test - испытания оружия;33. assay ton - пробирная тонна;34. assembly and test - сборка и испытание;35. astatine - астатин;36. astrographic telescope - астрографический телескоп;37. astrometric telescope - астрометрический телескоп;38. astronomical telescope - астрономический телескоп;39. astronomical time - астрономическое время;40. asynchronous transmission - асинхронная передача;41. Atlantic standard time - среднеатлантическое поясное время;42. Atlantic time - атлантическое время;43. atmosphere - атмосфера;44. atmosphere, technical - атмосфера;45. atom - атом;46. atomic - атомный;47. attenuation - затухание; ослабление;48. attenuator - аттенюатор; ослабитель;49. automatic telegraphy - автоматическая телеграфия;50. automatic telephone - телефон-автомат;51. automatic tests - автоматические испытания;52. automatic translation - автоматический перевод;53. automatic transmitter - автоматический передатчик;54. automatic typewriter - автоматический телетайп;55. auxiliary telescope - вспомогательный телескоп;56. avalanche transistor - лавинный транзистор;57. aviation electronics technician - техник по авиационному электронному оборудованию;58. height above touch-down - относительная высота над точкой приземления -
5 MicroTAS
(MicroTotal Analysis System, MTAS)Система полного микроанализаСистемы анализа веществ, в которых интегрированы все стадии и процессы в единую автоматизированную и компактную сеть, а управление её работой и обработка полученных результатов возложена на микропроцессорные устройства и компьютер. В современной аналитической практике анализ вещества состоит из множества стадий, среди которых можно выделить следующие: отбор пробы; подготовка пробы; разделение пробы на компоненты; сбор фракций; измерение аналитического сигнала и обработка полученных результатов. Автоматизация всех этих стадий дает возможность сократить время анализа, улучшить воспроизводимость и достоверность результатов, исключить многочисленные операции, выполняемые человеком. -
6 Stratified Study
Исследование, в котором пациентов относят к различным стратам (категориям). Предполагается, что лечение будет иметь сходный эффект у всех пациентов, входящих в каждую страту, в то время как реакция пациентов в других стратах будет отличаться. Стратификация может производиться проспективно, когда контролируется набор пациентов в испытание таким образом, чтобы обеспечить желаемый баланс. Стратификация может быть сделана и ретроспективно (во время анализа).English-Russian glossary of clinical practice > Stratified Study
-
7 mean substitution of missing data
Общая лексика: подстановка среднего вместо пропущенных данны (метод подстановки среднего, при котором во время анализа пропущенные данные будут заменяться средними значениями соответствующей переменной)Универсальный англо-русский словарь > mean substitution of missing data
-
8 prevail
v1) действовать (в знач. иметь преимущественную силу)Unless otherwise..., the latest approved revisions shall prevail За исключением..., действует самое последнее утвержденное изменение того или иного документа2) иметь преимущественную силу (напр., о международной норме - по отношению к национальной)3) иметь местоthe temperature that is expected to prevail during the hydrometer test температура, которая, предположительно, будет иметь место во время анализа ареометрическим методомEnglish-Russian dictionary of scientific and technical difficulties vocabulary > prevail
-
9 breakthrough detection time
3.2 время регистрации проникания (breakthrough detection time): Время от начала испытания до момента отбора пробы, предшествующей пробе с впервые зарегистрированным количеством проникшего химического вещества (см. рисунок 1).
Примечание - Время регистрации проникания зависит от чувствительности метода анализа и интервала между моментами отбора проб.

Рисунок 1 - Определение времени регистрации проникания
Источник: ГОСТ Р 12.4.262-2011: Система стандартов безопасности труда. Одежда специальная для защиты от воздействия токсичных химических веществ. Метод определения проницаемости жидкостями и газами оригинал документа
Англо-русский словарь нормативно-технической терминологии > breakthrough detection time
-
10 time in economic system
время в экономической системе
Фактор времени — компонент любой динамической экономико-математической модели. В учете фактора времени особое значение имеют соизмерение затрат и результатов, относящихся к разным периодам (см. Дисконтирование), лаги запаздывания эффектов по отношению к воздействиям, вызвавшим эти эффекты. Основная единица времени в экономических расчетах — год, но бывают модели с квартальным, месячным, суточным шагом. Это относится главным образом к моделям, которые предназначены для решения практических задач, их называют моделями с «дискретным (прерывным) временем». В теоретических же исследованиях часто используются модели с «непрерывным временем» (их переменные изменяются непрерывно, без «скачков» от года к году или деления на другие периоды). Впрочем, нередко и практические задачи решаются «в непрерывном времени». При этом недостающие значения, соответствующие моментам времени между известными моментами (например, началом и концом года), находят с помощью интерполирования. Математический аппарат для решения задач с дискретным и непрерывным временем различен. Для описания процессов развития в первом случае применяются разностные уравнения, во втором случае — дифференциальные уравнения. Обозначения. В дискретном анализе последовательные интервалы времени принято обозначать буквами t или q, например, t = 1, 2, …, n. Соответствующие значения переменных модели — подстрочными (или надстрочными) индексами; например, капиталовложения в году t обозначим Kt, в предшествующем году — Kt-1, в последующем Kt+1, и т.д. Функцией времени называется функция, которая отображает изменение экономического показателя (см. Переменная модели) в зависимости от времени — как аргумента. Следовательно, (в случае непрерывного анализа) скорость изменения показателя равна производной по времени, например, где V(c - скорость изменения себестоимости продукции c; t — время. См. также Временное предпочтение, Временной ряд, Долгосрочный период, Краткосрочный период, Лаг.
[ http://slovar-lopatnikov.ru/]Тематики
EN
Англо-русский словарь нормативно-технической терминологии > time in economic system
-
11 NiO
- Спектральный метод определения никеля, алюминия, магния, марганца, кобальта, олова, меди и циркония в ниобии
4.2. Спектральный метод определения никеля, алюминия, магния, марганца, кобальта, олова, меди и циркония в ниобии
Спектральному методу предшествует перевод анализируемой пробы в пятиокись ниобия.
Метод основан на измерении интенсивности линий элементов примесей в спектре, полученном при испарении пятиокиси ниобия в смеси с графитовым порошком и хлористым натрием из канала графитового электрода в дуге постоянного тока.
Массовую долю примесей в ниобии (табл. 4) определяют по градуировочным графикам, построенным в координатах: логарифм отношения интенсивности линии определяемого элемента и интенсивности фона (
 ) - логарифм концентрации определяемого элемента (lg C).
) - логарифм концентрации определяемого элемента (lg C).4.2.1. Аппаратура, материалы и реактивы
Спектрограф дифракционный типа ДФС-13 с решеткой 600 и 1200 штр/мм и трехлинзовой системой освещения щели или аналогичный прибор (фотоэлектрический прибор типа МФС). Допускается использовать спектрограф ДФС-8 с решеткой 1800 штрихов.
Генератор дуговой типа ДГ-2 с дополнительным реостатом или генератор аналогичного типа.
Выпрямитель 250 - 300 В, 30 - 50 А.
Микрофотометр нерегистрирующий типа МФ-2 или аналогичного типа.
Таблица 4
Определяемая примесь
Массовая доля примеси, %
Никель
1∙10-3 - 2∙10-2
Алюминий
5∙10-4 - 1∙10-2
Магний
1∙10-3 - 2∙10-3
Марганец
5∙10-4 - 5∙10-3
Кобальт
5∙10-4 - 3∙10-2
Олово
1∙10-3 - 1∙10-2
Медь
3∙10-3 - 5∙10-2
Цирконий
1∙10-3 - 2∙10-2
Спектропроектор типа ПС-18, СП-2 или аналогичного типа.
Весы аналитические.
Весы торсионные типа ВТ-500.
Ступка и пестик из органического стекла.
Бокс из органического стекла.
Электропечь муфельная с терморегулятором на температуру до 900 °С.
Чашки платиновые.
Станок для заточки графитовых электродов.
Электроды графитовые, выточенные из графитовых стержней ОС. Ч. 7 - 3 диаметром 6 мм, заточенные на усеченный конус с площадкой диаметром 1,5 мм.
Электроды графитовые, выточенные из графитовых стержней ОС. Ч. 7 - 3 диаметром 6 мм, с каналом глубиной 5 мм, внешний диаметр - 3,0 мм, внутренний диаметр - 2,0 мм, длина заточенной части - 6 мм.
Порошок графитовый ОС. Ч. 8 - 4 по ГОСТ 23463-79.
Фотопластинки спектрографические марок СПЭС и СП-2, размером 9´12/1,2 или 13´18/1,2, обеспечивающие нормальное почернение аналитических линий и близлежащего фона в спектре.
Лампа инфракрасная ИКЗ-500 с регулятором напряжения РНО-250-0,5 или аналогичным.
Спирт этиловый ректификованный по ГОСТ 18300-72, дважды перегнанный в кварцевом приборе.
Никеля окись черная по ГОСТ 4331-78, ч.
Алюминия окись безводная для спектрального анализа, х. ч.
Магния окись по ГОСТ 4526-75, ч. д. а.
Марганца (IV) окись по ГОСТ 4470-79, ч. д. а.
Кобальта (II - III) окись по ГОСТ 4467-79, ч. или ч. д. а.
Олова двуокись, ч. д. а.
Циркония двуокись по ГОСТ 21907-76.
Меди (II) окись по ГОСТ 16539-79.
Натрий хлористый ОС. Ч. 6 - 1.
Ниобия пятиокись, в которой содержание определяемых элементов не превышает установленной для метода нижней границы диапазона определяемых массовых долей.
Проявитель:
метол........................................................................................ 2,2 г
натрий сернистокислый безводный по ГОСТ 195-77......... 96 г
гидрохинон по ГОСТ 19627-74............................................. 8,8 г
натрий углекислый по ГОСТ 83-79...................................... 48 г
калий бромистый по ГОСТ 4160-74..................................... 5 г
вода........................................................................................... до 1000 см3.
Фиксаж:
тиосульфат натрия кристаллический по СТ СЭВ 223-75... 300 г
аммоний хлористый по ГОСТ 3773-72................................ 20 г
вода........................................................................................... до 1000 см3.
4.2.2. Приготовление буферной смеси
Буферную смесь, состоящую из 90 % угольного порошка и 10 % хлористого натрия готовят, смешивая 0,9000 г угольного порошка и 0,1000 г хлористого натрия с 20 см3 спирта в течение 30 мин и высушивая под инфракрасной лампой.
4.2.3. Приготовление образцов сравнения (ОС)
Основной образец сравнения, содержащий по 1 % никеля, алюминия, магния, марганца, кобальта, олова, циркония и меди, готовят механическим истиранием и перемешиванием буферной смеси с окислами соответствующих металлов.
Навески массой 0,0141 г окиси никеля, 0,0189 г окиси алюминия, 0,0186 г окиси магния, 0,0158 г окиси марганца (IV) 0,0136 г (II - III)-окиси кобальта, 0,0127 г двуокиси олова, 0,0125 г окиси меди и 0,0140 г двуокиси циркония помещают в ступке из органического стекла и добавляют 0,8818 г буферной смеси. Смесь тщательно перемешивают, добавляя спирт для поддержания смеси в кашицеобразном состоянии, в течение 1 ч и высушивают под инфракрасной лампой до постоянной массы.
Последовательным разбавлением основного образца сравнения буферной смесью готовят серию образцов сравнения (ОС) с убывающей концентрацией определяемых элементов. Содержание каждой из определяемых примесей (в процентах на содержание металла в металлическом ниобии) и вводимые в смесь навески буферной смеси и разбавляемого образца приведены в табл. 5.
Образцы сравнения хранят в полиэтиленовых банках с крышками.
Таблица 5
Обозначение образца
Массовая доля каждой из определяемых примесей, %
Масса навески, г
буферной смеси
разбавляемого образца
ОС 1
1∙10-1
3,3930
0,3770 (основной образец)
ОС 2
5∙10-2
1,7700
1,7700 (ОС 1)
ОС 3
2∙10-2
2,3100
1,5400 (ОС 2)
ОС 4
1∙10-2
1,8500
1,8500 (ОС 3)
ОС 5
5∙10-3
1,7000
1,7000 (ОС 4)
ОС 6
2∙10-3
2,1000
1,4000 (ОС 5)
ОС 7
1∙10-3
1,5000
1,5000 (ОС 6)
ОС 8
5∙10-4
1,0000
1,0000 (ОС 7)
4.1.2 - 4.2.3. (Измененная редакция, Изм. № 1).
4.2.4. Проведение анализа
4.2.4.1. Перевод металлического ниобия в пятиокись ниобия
Пробу металлического ниобия 1 - 3 г помещают в платиновую чашку и прокаливают в муфельной печи при температуре 800 - 900 °С в течение 2 ч. Полученную пятиокись ниобия в виде белого порошка охлаждают в эксикаторе, помещают в пакет из кальки к передают на спектральный анализ.
4.2.4.2. Определение никеля, алюминия, магния, марганца, кобальта, олова, меди и циркония
Пробы и образцы сравнения готовят в боксе. Для этого 100 мг пробы и 100 мг буферной смеси или 100 мг образца сравнения и 100 мг пятиокиси ниобия тщательно растирают в плексигласовой ступке в течение 5 мин. Подготовленную пробу или образец сравнения набивают в каналы трех графитовых электродов, предварительно обожженных в дуге постоянного тока при 7 А в течение 5 с.
Электроды устанавливают в штатив в вертикальном положении. Верхним электродом служит графитовый стержень, заточенный на конус. Между электродами зажигают дугу постоянного тока силой 7 А с последующим повышением (в течение 20 с) до 15 А. Электрод с пробой включен анодом.
Во избежание выброса материала из кратера электродов, ток включают при сомкнутых электродах с их последующим разведением, величина которого контролируется по проекции на промежуточной диафрагме. Время экспозиции - 120 с, промежуточная диафрагма - 5 мм.
Спектры в области длин волн 2500 - 3500 нм фотографируют с помощью спектрографа ДФС-13 с решеткой 600 штр/мм, используя трехлинзовую систему освещения щели на фотопластинку тип II чув. 15 ед., ширина щели спектрографа 15 мкм.
4.2.4.3. Определение меди
Пробу, приготовленную по п. 4.2.4.2, помещают в канал графитового электрода. Электрод с пробой или образцом сравнения служит анодом (нижний электрод). Верхним электродом является графитовый электрод, заточенный на конус. Между электродами зажигают дугу постоянного тока. В первые 15 с сила тока - 5 А, последующие 1 мин 45 с - 15 А. Полная экспозиция 120 с. Спектры фотографируют на спектрографе ДФС-13 с решеткой 1200 штр/мм с трехлинзовой осветительной системой. Фотопластинка типа ЭС чув. 9. Промежуточная диафрагма 0,8 мм. Шкалу длин волн устанавливают на 320 нм. Ширина щели спектрографа 15 мкм. Во время экспозиции расстояние между электродами поддерживают равным 3 мм.
Спектр каждой пробы и каждого образца сравнения регистрируют на фотопластинке по три раза. Экспонированные пластинки проявляют, промывают водой, фиксируют, окончательно промывают и сушат.
4.2.4.1 - 4.2.4.3. (Измененная редакция, Изм. № 1).
4.2.4.4. Обработка результатов
В каждой спектрограмме фотометрируют почернения аналитической линии определяемого элемента Sл+ф (табл. 6) и близлежащего фона Sф и вычисляют разность почернений DS = Sл+a - Sф.
Таблица 6
Определяемый элемент
Длина волны аналитической линии, нм
Алюминий
309,2
Магний
279,5
Марганец
279,4
Медь
327,4
Олово
284,0
Цирконий
339,2
Никель
300,2
Кобальт
304,4
По трем параллельным значениям DS1, DS2, DS3, полученным по трем спектрограммам, снятым для каждого образца, находят среднее арифметическое результатов
 .
.От полученных средних значений
 переходят к значениям
переходят к значениям  с помощью таблиц, приведенных в приложении к ГОСТ 13637.1-77.
с помощью таблиц, приведенных в приложении к ГОСТ 13637.1-77.Используя значения lg C и
 для образцов сравнения, строят градуировочный график в координатах
для образцов сравнения, строят градуировочный график в координатах  , lg C. По этому графику по значениям
, lg C. По этому графику по значениям  для пробы определяют содержание примеси в пробе.
для пробы определяют содержание примеси в пробе.Разность наибольших и наименьших из результатов трех параллельных и результатов двух анализов с доверительной вероятностью Р = 0,95 не должна превышать величин допускаемых расхождений, приведенных в табл. 7.
Таблица 7
Определяемый элемент
Массовая доля, %
Допускаемое расхождение, %
параллельных определений
результатов анализов
Алюминий
0,0005
0,005
0,01
0,0003
0,003
0,006
0,0002
0,002
0,004
Цирконий
0,001
0,005
0,01
0,0006
0,003
0,005
0,0004
0,002
0,003
Магний
0,001
0,005
0,01
0,0006
0,004
0,006
0,0001
0,003
0,004
Марганец
0,0005
0,005
0,01
0,0003
0,003
0,006
0,0002
0,002
0,004
Медь
0,005
0,01
0,06
0,003
0,003
0,006
0,02
0,002
0,002
0,003
0,01
0,002
Олово
0,001
0,005
0,01
0,0006
0,003
0,005
0,0004
0,002
0,003
Никель
0,001
0,005
0,001
0,0006
0,003
0,005
0,0004
0,002
0,003
Кобальт
0,0005
0,005
0,01
0,0003
0,003
0,005
0,0002
0,002
0,003
Допускаемые расхождения для промежуточных содержаний рассчитывают методом линейной интерполяции.
4.2.4.5. Контроль правильности результатов
Правильность результатов анализа серии проб контролируют для каждой определенной примеси при переходе к новому комплекту образцов сравнения, С этой целью для одной и той же пробы, содержащей определенную примесь в контролируемом диапазоне концентраций с использованием старого и нового комплектов образцов сравнения, получают четыре результата анализа и вычисляют средние арифметические значения. Затем находят разность большего и меньшего значений. Результаты анализа считают правильными, если указанная разность не превышает допускаемых расхождений результатов двух анализов пробы по содержанию определяемой примеси.
Контроль правильности проводят для каждого интервала между ближайшими по содержанию образцами сравнения по мере поступления на анализ соответствующих проб.
4.3. Массовую долю тантала, титана, кремния, железа, вольфрама, молибдена определяют по ГОСТ 18385.1-79 - ГОСТ 18385.4-79 или спектральными методами (пп. 4.3.1 - 4.3.3), кислорода и водорода - по ГОСТ 22720.1-77, азота - по ГОСТ 22720.1-77 или ГОСТ 22720.4-77.
Допускается применять другие методы анализа примесей, по точности не уступающие указанным.
При разногласиях в оценке химического состава его определяют по ГОСТ 18385.1-79 - ГОСТ 18385.4-79, ГОСТ 22720.1-77, ГОСТ 22720.1-77 и ГОСТ 22720.4-77.
Массовую долю углерода определяют по ГОСТ 22720.3-77. Кроме анализатора АН-160, допускается использовать приборы АН-7529 и АН-7560.
4.2.4.4. - 4.3. (Измененная редакция, Изм. № 1).
4.3.1. Спектральный метод определения примесей титана, кремния, железа, никеля, алюминия, магния, марганца, олова, меди, циркония, при массовой доле каждой примеси от 0,001 до 0,02.
Метод основан на возбуждении дугой постоянного тока и фотографической регистрации спектров образцов сравнения и спектров анализируемого материала, превращенного в оксиды прокаливанием, с последующим определением массовой доли примесей по градуировочным графикам, построенным в координатах: логарифм отношения интенсивности линии определяемого элемента к интенсивности фона lg(Iл/Iф) - логарифм массовой доли определяемого элемента lg C.
Относительное среднее квадратическое отклонение, характеризующее сходимость результатов параллельных определений, при массовой доле каждой примеси 0,001 % составляет 0,15, при массовой доле каждой примеси 0,02 % - 0,11.
Суммарная погрешность результата анализа с доверительной вероятностью Р = 0,95 при массовой доле примеси 0,00100 % не должна превышать ± 0,00023 % абс, при массовой доле примеси 0,0200 % - ± 0,0033 % абс.
4.3.1.1. Аппаратура, материалы и реактивы
Спектрограф ДФС-13 с решеткой 1200 штр/мм или аналогичный.
Источник постоянного тока УГЭ, или ВАС-275-100, или аналогичный.
Микроденситометр МД-100, или микрофотометр МФ-2, или аналогичный.
Спектропроектор типа ПС-18, или ДСП-2, или аналогичный.
Весы аналитические с погрешностью взвешивания не более 0,0002 г.
Весы торсионные ВТ-500 или аналогичные с погрешностью взвешивания не более 0,002 г.
Печь муфельная с терморегулятором, на температуру от 400 до 1100 °С.
Шкаф сушильный типа СНОД 3.5.3.5.3.5./3М или аналогичный.
Станок для заточки графитовых электродов.
Ступки и пестики из оргстекла.
Чашки платиновые по ГОСТ 6563-75.
Фотопластинки спектральные: диапозитивные, СП-2, СП-ЭС, обеспечивающие в условиях анализа нормальные почернения аналитических линий и близлежащего фона в спектре.
Порошок графитовый ос. ч. 8 - 4 по ГОСТ 23463-79 или аналогичный, обеспечивающий чистоту по определяемым примесям. Нижние электроды, выточенные из графитовых стержней ос. ч. 7 - 3 диаметром 6 мм, имеющие размеры, мм:
высота заточенной части....................... 10
диаметр заточенной части.................... 4,0
глубина кратера...................................... 3,8
диаметр кратера..................................... 2,5
Верхние электроды из графитовых стержней ос. ч. 7 - 3 диаметром 6 мм, заточенные на усеченный конус с площадкой диаметром 1,5 мм, высотой заточенной конической части 4 мм.
Натрий фтористый, ос. ч. 7 - 3.
Ниобия пятиокись для оптического стекловарения, ос. ч. 7 - 3.
Титана (IV) двуокись, ос. ч. 7 - 3.
Кремния (IV) двуокись по ГОСТ 9428-73, ч. д. а.
Железа (III) окись, ос. ч. 2 - 4.
Никеля (II) закись, ч. д. а.
Алюминия (III) окись, х. ч.
Магния (II), ч. д. а.
Марганца (IV) окись, ос. ч. 9 - 2.
Олова (IV) окись, ч. д. а.
Меди (II) окись (гранулированная) по ГОСТ 16539-79.
Циркония (IV) двуокись, ос. ч. 6 - 2.
Спирт этиловый ректификованный по ГОСТ 18300-87.
Лак идитоловый, 1 %-ный спиртовый раствор.
Метол по ГОСТ 25664-83.
Гидрохинон по ГОСТ 19627-74.
Натрий сернистокислый (сульфит) по ГОСТ 195-77.
Натрий углекислый по ГОСТ 83-79.
Калий бромистый по ГОСТ 4160-74.
Натрия тиосульфат кристаллический по ГОСТ 244-76.
Калий сернистокислый пиро (метабисульфит).
Вода дистиллированная по ГОСТ 6709-72.
Проявитель, готовят следующим образом: 2 г метола, 52 г сульфита натрия, 10 г гидрохинона, 40 г углекислого натрия, 5 г бромистого калия растворяют в воде, в указанной последовательности доводят объем раствора водой до 1000 см3, перемешивают и фильтруют.
Фиксаж, готовят следующим образом: 250 г тиосульфата натрия и 25 г метабисульфита калия растворяют в указанной последовательности в 750 - 800 см3 воды, доводят объем раствора водой до 1000 см3, перемешивают и фильтруют.
Допускается применять проявитель и фиксаж, рекомендованные для применяемых фотопластинок.
Основная смесь, представляющая собой механическую смесь оксида ниобия и оксидов определяемых элементов с массовой долей каждой примеси 1 % в расчете на содержание металла в смеси металлов. Для ее приготовления каждый препарат оксида помещают в отдельную чашку, прокаливают в течение 90 мин в муфельной печи при температурах, указанных в табл. 7, охлаждают в эксикаторе и берут навески, указанные в табл. 7а. Переносят в ступку сначала приблизительно одну четвертую часть навески пятиокиси ниобия, затем полностью навески оксидов всех элементов-примесей и тщательно растирают смесь в ступке в течение 60 мин, добавляя спирт для поддержания смеси в кашицеобразном состоянии. Затем в ту же ступку переносят оставшуюся часть навески пятиокиси ниобия и опять тщательно растирают смесь в течение 60 мин, добавляя спирт для поддержания смеси в кашицеобразном состоянии. После этого смесь сушат в сушильном шкафу, а затем прокаливают при температуре (400 ± 20) °С в течение 60 мин и охлаждают в эксикаторе.
Промежуточная смесь и рабочие образцы сравнения (РОС1 - РОС4); готовят, смешивая указанные в табл. 7б массы пятиокиси ниобия, основной смеси, промежуточной смеси и рабочего образца сравнения РОС2. Перед взятием навесок пятиокись ниобия прокаливают 90 мин при (950 ± 20) °С, а ОС, ПС и РОС2 - при температуре (400 ± 20) °С в течение 60 мин и охлаждают в эксикаторе. Смешивают тщательным растиранием в ступке в течение 60 мин, добавляя спирт для поддержания смеси в кашицеобразном состоянии. После этого смесь сушат в сушильном шкафу, прокаливают при температуре (400 ± 20) °С в течение 60 мин и охлаждают в эксикаторе.
Буферная смесь 95 % графитового порошка и 5 % фтористого натрия. Навески помещают в ступку и тщательно растирают в течение 30 мин.
4.3.1.2. Проведение анализа
Навеску порошка металлического ниобия массой 0,5 г помещают в платиновую чашку, прокаливают в муфельной печи при температуре 800 - 850 °С в течение 2 ч и охлаждают в эксикаторе. Переносят в ступку и смешивают с буферной смесью в соотношении 2:1 (по массе), помещают в пакет из кальки.
Каждый из рабочих образцов сравнения РОС1 - РОС4 также смешивают с буферной смесью в соотношении 2:1 (по массе).
Верхние и нижние электроды обжигают в дуге переменного тока при силе тока 10 А в течение 10 с.
Каждой из полученных смесей (смесь, полученная из навески пробы, и полученные из РОС1 - РОС4) плотно заполняют кратеры шести нижних электродов неоднократным погружением электродов в пакет со смесью. После этого в каждый нижний электрод помещают 2 капли спиртового раствора идитолового лака. Подсушивают электроды в сушильном шкафу при температуре 80 - 90 °С в течение (15 ± 1) мин.
В кассету спектрографа помещают:
в коротковолновую область спектра - диапозитивную фотопластинку;
в длинноволновую - фотопластинку марки СП-2.
Нижний электрод (с материалом пробы или с материалом рабочего образца сравнения) включают анодом дуги постоянного тока. Спектры фотографируют при следующих условиях:
сила тока................................................ 10 ± 0,5 А
межэлектродный промежуток............. 2 мм
экспозиция............................................. (40 ± 3) с
щель спектрографа................................ (0,020 ± 0,001) мм
промежуточная диафрагма.................. (5,0 ± 0,1) мм
деление шкалы длин волн.................... (303,0 ± 2,5) нм
Фотографируют по три раза спектр каждого рабочего образца сравнения и по три раза спектр каждой пробы, используя для каждого образца сравнения (или пробы) три из шести нижних электродов. Затем фотографирование спектров повторяют, используя оставшиеся три заполненных пробой (образцом сравнения) нижних электрода.
Экспонированные фотопластинки проявляют, промывают водой, фиксируют, окончательно промывают водой и сушат.
4.3.1.3. Обработка результатов
В каждой фотопластинке фотометрируют почернения аналитических линий определяемого элемента Sл+ф(табл. 7в) и близлежащего фона Sф и вычисляют разность почернений DS = Sл+ф - Sф.
По трем значениям DS1, DS2, DS3, полученным из трех спектрограмм, снятым для каждого образца на одной фотопластинке, находят среднее арифметическое DS. От полученных значений DS переходят к значениям lg(Iл/Iф) с помощью таблиц, приведенных в ГОСТ 13637.1-77.
Таблица 7а
Наименование препарата
Формула
Температура прокаливания перед взвешиванием, °С (пред. откл. ± 20 °С)
Масса навески прокаленного препарата оксида, г
Коэффициент пересчета массы металла на массу оксида
Масса металла в навеске оксида, г
Массовая доля металла в смеси металлов, %
Пятиокись ниобия
Nb2O5
950
10,2996
1,4305
7,2000
90
Двуокись титана
TiO2
1100
0,1334
1,6680
0,0800
1
Двуокись кремния
SiO2
1100
0,1711
2,1393
0,0800
1
Окись железа
Fe2O3
800
0,1144
1,4297
0,0800
1
Закись никеля
NiO
600
0,1018
1,2725
0,0800
1
Окись алюминия
Al2O3
1100
0,1512
1,8895
0,0800
1
Окись магния
MgO
1100
0,1327
1,6583
0,0800
1
Окись марганца
MnO2
400
0,1266
1,5825
0,0800
1
Окись олова
SnO2
600
0,1016
1,2696
0,0800
1
Окись меди
CuO
700
0,1001
1,2518
0,0800
1
Двуокись циркония
ZrO2
1100
0,1081
1,3508
0,0800
1
11,5406
8,0000
100
Используя значения lg C (где С - массовая доля определяемой примеси по табл. 7б) и полученные по первой фотопластинке значения lg(Iл/Iф) для рабочих образцов сравнения РОС1 - РОС4, строят градуировочный график в координатах lgC, lg(Iл/Iф). По этому графику, используя полученное по той же фотопластинке значение lg(Iл/Iф) для пробы, определяют массовую долю примеси в пробе - первый из двух результатов параллельных определений данной примеси.
Таблица 7б
Обозначение образца
Массовая доля каждой примеси в расчете на содержание металла в смеси металлов, %
Масса навески, г
Суммарная масса смеси оксидов, содержащая 8 г металла, г
прокаленного препарата пятиокиси ниобия
разбавляемого образца (в скобках приведено его обозначение)
Промежуточная смесь
0,100
10,2996
1,1541 (ОС)
11,4537
РОС1
0,020
9,1552
2,2907 (ПС)
11,4459
РОС2
0,009
10,4140
1,0308 (ПС)
11,4443
POС4
0,004
10,1726
1,2716 (РОС2)
11,4442
РОС3
0,003
11,1007
0,3436 (ПС)
11,4443
Таблица 7в
Определяемый элемент
Аналитическая линия, нм
Магний
285,21
Кремний
288,16
Марганец
294,92
Никель
300,25
Железо
302,06
Титан
307,86
Алюминий
308,22
Цирконий
316,60
Олово
317,50
Медь
327,47
Результат второго параллельного определения получают таким же образом по второй пластинке.
Разность большего и меньшего результатов параллельных определений с доверительной вероятностью Р = 0,95 не должна превышать допускаемого расхождения, указанного в табл. 7г.
Таблица 7г
Массовая доля примеси, %
Абсолютное допускаемое расхождение двух результатов параллельных определений, %
0,0010
0,0004
0,020
0,006
Допускаемое расхождение для промежуточных значений массовой доли примеси, не указанных в таблице, находят методом линейного интерполирования.
Если этот норматив удовлетворяется, вычисляют результат анализа - среднее арифметическое результатов двух параллельных определений.
4.3.1.4. Контроль правильности результатов - по п. 4.2.4.5.
4.3.2. Спектральный метод определения примесей вольфрама, молибдена и кобальта при массовой доле каждой примеси от 0,001 до 0,01 %
Метод основан на возбуждении дугой постоянного тока и фотографической регистрации спектров образцов сравнения и анализируемого материала, превращенного в оксиды прокаливанием, с. последующим определением массовой доли примесей по градуировочным графикам.
Относительное среднее квадратическое отклонение, характеризующее сходимость результатов параллельных определений каждой примеси, составляет 0,17 - при массовой доле примеси и 0,10 - при массовой доле примеси 0,005 - 0,010 %.
4.3.2.1. Аппаратура, материалы и реактивы
Спектрограф ДФС-13 с решеткой 600 штр/мм или аналогичный.
Источник постоянного тока ВАС-275-100 или аналогичный.
Микрофотометр МФ-2 или аналогичный.
Спектропроектор ДСП-2 или аналогичный.
Шкаф сушильный типа СНОД 3.5.3.5.3.5/3М или аналогичный.
Весы аналитические с погрешностью взвешивания не более 0,0002 г.
Весы торсионные ВТ-500 или аналогичные.
Печь муфельная с терморегулятором на температуру от 400 до 1000 °С.
Электроплитки с закрытой спиралью и покрытием, исключающим загрязнение определяемыми элементами.
Станок для заточки графитовых электродов.
Ступки и пестики из оргстекла.
Чашки платиновые по ГОСТ 6563-75.
Эксикаторы.
Фотопластинки формата 9´12 см спектральные тип II и ЭС или аналогичные, обеспечивающие в условиях анализа нормальные почернения аналитических линий и фона в спектре.
Нижние электроды типа «рюмка», выточенные из графитовых стержней ос. ч. 7 - 3 диаметром 6 мм, имеющие размеры, мм:
высота «рюмки»...................... 5
глубина кратера...................... 3
диаметр кратера...................... 4
диаметр шейки........................ 3,5
высота шейки.......................... 3,5
Верхние электроды - стержни диаметром 6 мм из графита ос. ч. 7 - 3, заточенные на цилиндр диаметром 4 мм.
Кислота соляная по ГОСТ 14261-77, ос. ч.
Ниобия пятиокись, ос. ч. 7 - 3, в спектре которой в условиях анализа отсутствуют аналитические линии определяемых примесей.
Вольфрама (VI) окись, ч. д. а.
Молибдена (IV) окись, ч. д. а.
Кобальта (II, III) окись по ГОСТ 4467-79.
Сурьмы (III) окись, х. ч.
Свинец хлористый.
Калий сернокислый, ос. ч. 6 - 4.
Спирт этиловый ректификованный по ГОСТ 18300-87.
Метол по ГОСТ 25664-83.
Гидрохинон по ГОСТ 5644-75.
Натрий сернистокислый (сульфит) по ГОСТ 195-77.
Калий бромистый по ГОСТ 4160-74, ч. д. а.
Натрий углекислый по ГОСТ 83-79, ч. д. а.
Натрия тиосульфат кристаллический по ГОСТ 244-76.
Калий сернистокислый пиро (метабисульфит).
Вода дистиллированная по ГОСТ 6709-72.
Посуда химическая термостойкая: стаканы вместимостью на 100, 500 и 1000 см3, воронки.
Проявитель, готовят следующим образом: 2 г метола, 52 г сульфита натрия, 10 г гидрохинона, 40 г углекислого натрия, 5 г бромистого калия растворяют в воде в указанной последовательности, доводят объем раствора водой до 1000 см3, перемешивают и фильтруют.
Фиксаж, готовят следующим образом: 250 г тиосульфата натрия и 25 г метабисульфита калия растворяют в указанной последовательности в 750 - 800 см3 воды, доводят объем раствора водой до 1000 см3, перемешивают и фильтруют.
Допускается применять проявитель и фиксаж, рекомендованные для применяемых фотопластинок.
Буферная смесь, готовят следующим образом: тщательно растирают в ступке 7,4900 г хлористого свинца, 2,5000 г сернокислого калия, 0,0100 г окиси сурьмы. Время истирания на виброистирателе 40 - 50 мин, вручную - 90 - 120 мин.
Основная смесь, представляющая собой механическую смесь оксидов ниобия и определяемых примесей с массовой долей каждой примеси 1 % в расчете на содержание металла в смеси металлов. Для приготовления смеси каждый препарат оксидов помещают в отдельную чашку, прокаливают в течение 90 мин в муфельной печи при температурах, указанных в табл. 7д, охлаждают в эксикаторе и берут навески, указанные в табл. 7д. Переносят в ступку сначала приблизительно 1/4 часть навески пятиокиси ниобия, затем полностью навески оксидов всех примесей и тщательно растирают смесь в ступке в течение 60 мин, добавляя спирт для поддержания смеси в кашицеобразном состоянии. Затем в ту же ступку переносят оставшуюся часть навески пятиокиси ниобия и опять тщательно растирают смесь в течение 60 мин, добавляя спирт для поддержания смеси в кашицеобразном состоянии. После этого смесь сушат в сушильном шкафу, затем прокаливают при температуре (400 ± 20) °C в течение 60 мин и охлаждают в эксикаторе.
Промежуточную смесь и рабочие образцы сравнения (РОС1 - РОС4) готовят, смешивая указанные в табл. 7е навески пятиокиси ниобия, основной смеси, промежуточной смеси и рабочего образца сравнения РОС1. Перед взятием навесок пятиокись ниобия прокаливают 90 мин при (950 ± 20) °С, а ОС, ПС и РОС1 - при температуре (400 ± 20) °С в течение 60 мин; охлаждают в эксикаторе. Смешивают тщательным растиранием в ступке в течение 90 мин, добавляя спирт для поддержания смеси в кашицеобразном состоянии. После этого смесь сушат в сушильном шкафу, прокалива
Таблица 7д
Наименование препарата
Формула
Температура прокаливания перед взвешиванием, °С
Масса навески прокаленного препарата оксида, г
Коэффициент пересчета массы металла на массу оксида
Масса металла в навеске оксида, г
Массовая доля металла в смеси металлов, %
Пятиокись ниобия
Nb2O5
900 - 1000
13,8759
1,4305
9,7000
97
Трехокись вольфрама
WO3
650
0,1261
1,2611
0,1000
1
Трехокись молибдена
MoO3
450 - 500
0,1500
1,5003
0,1000
1
Окись кобальта
Со2О3
800
0,1407
1,4072
0,1000
1
14,2927
10,0000
100
находят значения lg(Iл/Iф), пользуясь таблицами по ГОСТ 13637-77. Используя значения lg C ( где С - массовая доля вольфрама по табл. 7е) и полученные по первой фотопластинке значения lg(Iл/Iф) для рабочих образцов сравнения РОС1 - РОС4, строят градуировочный график в координатах lgC, lg(Iл/Iф). Поэтому графику, используя полученные по той же фотопластинке значения lg(Iл/Iф) для пробы, определяют массовую долю вольфрама в пробе - первый из двух результатов параллельных определений. Результат второго параллельного определения вольфрама получают таким же образом по второй фотопластинке.
При определении молибдена и кобальта для каждого из трех спектров (пробы или образца сравнения), снятых на одной фотопластинке, находят значение DS = Sл - Scи вычисляют среднее арифметическое трех значений - значение
 . По полученным значениям DS для образцов сравнения строят градуировочный график в координатах lgC, DS, где С - массовая доля определяемого элемента в образцах сравнения согласно табл. 7. По этому графику, используя полученные по той же фотопластинке значения DS для пробы, определяют массовую долю определяемого элемента в пробе - первый из двух результатов параллельных определений. Результат второго параллельного определения получают таким же образом по второй фотопластинке.
. По полученным значениям DS для образцов сравнения строят градуировочный график в координатах lgC, DS, где С - массовая доля определяемого элемента в образцах сравнения согласно табл. 7. По этому графику, используя полученные по той же фотопластинке значения DS для пробы, определяют массовую долю определяемого элемента в пробе - первый из двух результатов параллельных определений. Результат второго параллельного определения получают таким же образом по второй фотопластинке.Таблица 7е
Обозначение образца
Массовая доля каждой из определяемых примесей, в расчете на содержание металла в смеси металлов, %
Масса навески, г
Суммарная масса смеси оксидов, содержащая 10 г металлов, г
прокаленного препарата пятиокиси ниобия
разбавляемого образца (в скобках приведено его обозначение)
ПС
0,100
12,8745
1,4293 (ПС)
14,3038
РОС1
0,010
12,8745
1,4301 (ПС)
14,3049
РОС2
0,004
13,7328
0,5722 (ПС)
14,3050
РОС3
0,002
14,0189
0,2861 (ПС)
14,3050
РОС4
0,001
12,8745
1,4305 (РОС1)
14,3050
Разность большего и меньшего результатов параллельных определений элемента с доверительной вероятностью Р = 0,95 не должна превышать допускаемого расхождения, приведенного в табл. 7ж и табл. 7з.
Если этот норматив удовлетворяется, вычисляют результат анализа - среднее арифметическое двух результатов параллельных определений.
Таблица 7ж
Массовая доля примеси, %
Абсолютное допускаемое расхождение двух результатов параллельных определений, %
0,0010
0,0005
0,0050
0,0014
0,0100
0,0028
Допускаемые расхождения для промежуточных значений массовой доли примеси, не указанных в таблице, находят методом линейной интерполяции.
4.3.2.4. Контроль правильности результатов - по п. 4.2.4.5.
4.3.3. Экстракционно-фотометрический метод определения тантала (от 0,02 до 0,10 %)
Метод основан на измерении оптической плотности толуольного экстракта фтортанталата бриллиантового зеленого.
4.3.3.1. Аппаратура, материалы и реактивы
Весы аналитические.
Таблица 7з
Определяемый элемент
Аналитическая линия, нм
Интервал определяемых значений массовой доли, %
Вольфрам
400,87
От 0,001 до 0,01
Молибден
319,40
» 0,001 » 0,004
320,88
» 0,001 » 0,01
Кобальт
340,51
» 0,001 » 0,004
345,35
» 0,001 » 0,01
Плитка электрическая лабораторная с закрытой спиралью мощностью 3 кВт.
Центрифуга лабораторная, марки ЦЛК-1 или аналогичная.
Колориметр фотоэлектрический концентрационный КФК-2 или аналогичный.
Пипетки 1-2-2; 2-2-5; 2-2-10; 2-2-20; 2-2-25; 2-2-50; 6-2-10 по ГОСТ 20292-74.
Цилиндры 1-500; 1-2000 по ГОСТ 1770-74.
Бюретки 6-2-5; 1-2-100 по ГОСТ 20292-74.
Колбы 2-100-2; 2-200-2; 2-500-2 по ГОСТ 1770-741
Стакан В-1-100 ТС по ГОСТ 25336-82.
Стакан фторопластовый с носиком вместимостью 100 см3.
Банка БН-0,5, по ГОСТ 17000-71.
Бидон БДЦ-5,0 по ГОСТ 17000-71.
Пробки из пластмассы по ГОСТ 1770-74.
Цилиндры из полиэтилена вместимостью 60 см3.
Пробирки центрифужные из полиэтилена вместимостью 10 см3.
Пипетки из полиэтилена вместимостью 10 см3.
Кислота серная по ГОСТ 4204-77, х. ч. раствор 5 моль/дм3 и 1,4 моль/дм3.
Кислота азотная по ГОСТ 4461-77, х. ч.
Кислота фтористоводородная по ГОСТ 10484-78, х. ч., раствор 7,5 моль/дм3.
Раствор для отмывки экстрактов с концентрациями серной кислоты 1,18 моль/дм3 и фтористоводородной кислоты 0,98 моль/дм3. Для приготовления 5 дм3 раствора в полиэтиленовый бидон помещают 245 см3 раствора фтористоводородной кислоты 20 моль/дм3, 1175 см3 раствора серной кислоты 5 моль/дм3, 3580 см3 дистиллированной воды и перемешивают в течение 30 - 40 с.
Бриллиантовый зеленый, ч., раствор 3 г/дм3, готовят растворением 3 г красителя в 1 дм3 воды на холоду в течение 1 ч при перемешивании с помощью электромеханической мешалки.
Толуол по ГОСТ 5789-78, ч. д. а.
Ацетон по ГОСТ 2603-79, ч. д. а.
Аммоний сернокислый по ГОСТ 3769-78, х. ч.
Порошок танталовый (высокой чистоты), с массовой долей тантала не менее 99,5 %.
Вода дистиллированная по ГОСТ 6709-72.
4.3.3.2. Подготовка к измерению
4.3.3.2.1. Приготовление основного раствора и рабочих растворов
Основной раствор пятиокиси тантала 0,200 г/дм3: навеску металлического порошка тантала 0,0819 г, взвешенную с погрешностью ± 0,0005 г, помещают во фторопластовый стакан, добавляют полиэтиленовой пипеткой 5,0 см3 концентрированной фтористоводородной кислоты, 0,5 см3 азотной кислоты, нагревают на плитке до полного растворения навески и упаривают до объема 1 - 2 см3. Раствор переводят в мерную колбу вместимостью 500 см3, в которую предварительно помещают 250 см3 дистиллированной воды, доводят до метки и перемешивают в течение 30 - 40 с. Приготовленный раствор хранят в полиэтиленовой посуде.
Рабочие растворы пятиокиси тантала 2,0 и 20,0 мкг/см3 отбирают пипеткой 2,0 и 20,0 см3 основного раствора в мерные колбы вместимостью 200 см3, добавляют 56,0 см3 раствора серной кислоты 5 моль/дм3, доводят водой до метки и перемешивают в течение 30 - 40 с.
4.3.3.2.2. Построение градуировочного графика
В полиэтиленовые ампулы помещают из бюретки 2,0; 4,0; 6,0; 8,0; 10,0 см3 рабочего раствора 2,0 мкг/см3 и 1,0; 2,0; 3,0; 4,0; 5,0 см3 рабочего раствора 20,0 мкг/см3. Доводят раствором серной кислоты концентрации 1,4 моль/дм3 (2,8 н) до 10,0 см3, добавляют полиэтиленовой пипеткой 1,5 см3 раствора фтористоводородной кислоты 7,5 моль/дм3, 25,0 см3 толуола, добавляют из бюретки 11,0 см3 раствора бриллиантового зеленого и встряхивают в течение 60 с на электромеханическом встряхивателе или вручную. После расслаивания фаз в течение 60 - 90 с 10 см3 экстракта помещают в центрифужную пробирку и центрифугируют в течение 3 мин со скоростью 3000 мин-1.
Оптическую плотность измеряют на КФК-2 в кюветах с толщиной слоя поглощения 5,0 мм в интервале 20 - 100 мкг пятиокиси тантала и 30,0 мм в интервале 4 - 20 мкг пятиокиси тантала при λmax = (590 ± 10) нм. В качестве раствора сравнения применяют толуол.
Одновременно через все стадии проводят два параллельных контрольных опыта. Оптическая плотность контрольного опыта не должна превышать 0,03 в кювете 30 мм и 0,005 - в кювете 5 мм. По полученным данным строят два градуировочных графика.
4.3.3.3. Проведение измерений
Пробу массой 0,1000 г, взвешенную с погрешностью не более 0,0005 г, помещают во фторопластовый стакан, добавляют полиэтиленовой пипеткой 10 см3 концентрированной фтористоводородной кислоты, затем пипеткой 2,0 см3 азотной кислоты и 8,0 см3 концентрированной серной кислоты, нагревают на плитке до начала выделения паров серной кислоты, затем продолжают нагрев еще 2 - 3 мин. Стаканы охлаждают до температуры (25 ± 5) °С, добавляют 3,0 г сульфата аммония, разбавляют водой до 10 см3 и переводят в мерную колбу вместимостью 100 см3, доводят водой до метки и перемешивают 30 - 40 с.
Аликвотную часть полученного раствора, содержащую 4 - 100 мкг пятиокиси тантала, помещают в полиэтиленовый цилиндр вместимостью 60 см3, доводят раствором серной кислоты концентрации 5 моль/дм3 до 10,0 см3, добавляют 1,5 см3 раствора фтористоводородной кислоты концентрации 7,5 моль/дм3 и оставляют на 8 - 10 мин. Далее добавляют пипеткой 25,0 см3 толуола, 11,0 см3 раствора бриллиантового зеленого и производят экстракцию, как описано в п. 4.3.3.2. После расслаивания фазы разделяют и экстракт в количестве 20 - 25 см3 отмывают. Добавляют 10,5 см3 раствора для отмывки (полиэтиленовой пипеткой), 10,0 см3 раствора бриллиантового зеленого из бюретки и встряхивают, как описано в п. 4.3.3.2. После расслаивания фазы разделяют и экстракт в количестве не менее 16,0 см3 вновь подвергают операции отмывки. После расслаивания фаз 10 см3 экстракта помещают в центрифужную пробирку и центрифугируют в течение 3 мин со скоростью 3000 об/мин.
Оптическую плотность экстракта измеряют на КФК-2, как описано в п. 4.3.3.2.2. В закрытых полиэтиленовых пробирках экстракты стабильны в течение 4 ч. Допускается проведение экстракции и отмывки экстрактов одновременно в шестнадцати пробирках. Массу пятиокиси тантала определяют по градуировочному графику.
4.3.3.4. Обработка результатов
Массовую долю тантала (X) в процентах вычисляют по формуле
где m - масса пятиокиси тантала, найденная по градуировочному графику, мкг;
m1- масса навески пробы, г;
a - аликвотная часть раствора, отбираемая для экстракции, см3;
V - объем мерной колбы, равный 100 см3;
1,221 - коэффициент пересчета.
За результат измерений принимают среднее арифметическое результатов двух параллельных определений.
Допускаемые расхождения результатов двух параллельных определений не должны превышать значений допускаемых расхождений, приведенных в табл. 7и.
4.3.3.5. Контроль правильности анализа
Контроль правильности анализа проводят методом добавок.
Суммарная массовая доля тантала в пробе с добавкой должна быть не меньше утроенного значения нижней границы определяемых массовых долей и не больше верхней границы определяемых массовых долей.
Таблица 7и
Массовая доля тантала, %
Допускаемые расхождения, %
0,02
0,01
0,05
0,01
0,10
0,02
Суммарное содержание тантала (Х1) в пробе с добавкой в процентах вычисляют по формуле
где Хан - массовая доля тантала в пробе, %;
m1- масса тантала, введенная с добавкой, мкг;
m2- масса навески пробы, г.
Анализ считают правильным (Р = 0,95), если разность большей и меньшей из двух величин Х1и результата анализа пробы с добавкой не превышает
где d1- допускаемое расхождение между результатами двух параллельных определений в пробе без добавки;
d2- допускаемое расхождение между результатами двух параллельных определений в пробе с добавкой.
4.3.1 - 4.3.3.5. (Введены дополнительно, Изм. № 1).
Источник: ГОСТ 26252-84: Порошок ниобиевый. Технические условия оригинал документа
Англо-русский словарь нормативно-технической терминологии > NiO
-
12 MgO
- Спектральный метод определения никеля, алюминия, магния, марганца, кобальта, олова, меди и циркония в ниобии
4.2. Спектральный метод определения никеля, алюминия, магния, марганца, кобальта, олова, меди и циркония в ниобии
Спектральному методу предшествует перевод анализируемой пробы в пятиокись ниобия.
Метод основан на измерении интенсивности линий элементов примесей в спектре, полученном при испарении пятиокиси ниобия в смеси с графитовым порошком и хлористым натрием из канала графитового электрода в дуге постоянного тока.
Массовую долю примесей в ниобии (табл. 4) определяют по градуировочным графикам, построенным в координатах: логарифм отношения интенсивности линии определяемого элемента и интенсивности фона (
) - логарифм концентрации определяемого элемента (lg C).4.2.1. Аппаратура, материалы и реактивы
Спектрограф дифракционный типа ДФС-13 с решеткой 600 и 1200 штр/мм и трехлинзовой системой освещения щели или аналогичный прибор (фотоэлектрический прибор типа МФС). Допускается использовать спектрограф ДФС-8 с решеткой 1800 штрихов.
Генератор дуговой типа ДГ-2 с дополнительным реостатом или генератор аналогичного типа.
Выпрямитель 250 - 300 В, 30 - 50 А.
Микрофотометр нерегистрирующий типа МФ-2 или аналогичного типа.
Таблица 4
Определяемая примесь
Массовая доля примеси, %
Никель
1∙10-3 - 2∙10-2
Алюминий
5∙10-4 - 1∙10-2
Магний
1∙10-3 - 2∙10-3
Марганец
5∙10-4 - 5∙10-3
Кобальт
5∙10-4 - 3∙10-2
Олово
1∙10-3 - 1∙10-2
Медь
3∙10-3 - 5∙10-2
Цирконий
1∙10-3 - 2∙10-2
Спектропроектор типа ПС-18, СП-2 или аналогичного типа.
Весы аналитические.
Весы торсионные типа ВТ-500.
Ступка и пестик из органического стекла.
Бокс из органического стекла.
Электропечь муфельная с терморегулятором на температуру до 900 °С.
Чашки платиновые.
Станок для заточки графитовых электродов.
Электроды графитовые, выточенные из графитовых стержней ОС. Ч. 7 - 3 диаметром 6 мм, заточенные на усеченный конус с площадкой диаметром 1,5 мм.
Электроды графитовые, выточенные из графитовых стержней ОС. Ч. 7 - 3 диаметром 6 мм, с каналом глубиной 5 мм, внешний диаметр - 3,0 мм, внутренний диаметр - 2,0 мм, длина заточенной части - 6 мм.
Порошок графитовый ОС. Ч. 8 - 4 по ГОСТ 23463-79.
Фотопластинки спектрографические марок СПЭС и СП-2, размером 9´12/1,2 или 13´18/1,2, обеспечивающие нормальное почернение аналитических линий и близлежащего фона в спектре.
Лампа инфракрасная ИКЗ-500 с регулятором напряжения РНО-250-0,5 или аналогичным.
Спирт этиловый ректификованный по ГОСТ 18300-72, дважды перегнанный в кварцевом приборе.
Никеля окись черная по ГОСТ 4331-78, ч.
Алюминия окись безводная для спектрального анализа, х. ч.
Магния окись по ГОСТ 4526-75, ч. д. а.
Марганца (IV) окись по ГОСТ 4470-79, ч. д. а.
Кобальта (II - III) окись по ГОСТ 4467-79, ч. или ч. д. а.
Олова двуокись, ч. д. а.
Циркония двуокись по ГОСТ 21907-76.
Меди (II) окись по ГОСТ 16539-79.
Натрий хлористый ОС. Ч. 6 - 1.
Ниобия пятиокись, в которой содержание определяемых элементов не превышает установленной для метода нижней границы диапазона определяемых массовых долей.
Проявитель:
метол........................................................................................ 2,2 г
натрий сернистокислый безводный по ГОСТ 195-77......... 96 г
гидрохинон по ГОСТ 19627-74............................................. 8,8 г
натрий углекислый по ГОСТ 83-79...................................... 48 г
калий бромистый по ГОСТ 4160-74..................................... 5 г
вода........................................................................................... до 1000 см3.
Фиксаж:
тиосульфат натрия кристаллический по СТ СЭВ 223-75... 300 г
аммоний хлористый по ГОСТ 3773-72................................ 20 г
вода........................................................................................... до 1000 см3.
4.2.2. Приготовление буферной смеси
Буферную смесь, состоящую из 90 % угольного порошка и 10 % хлористого натрия готовят, смешивая 0,9000 г угольного порошка и 0,1000 г хлористого натрия с 20 см3 спирта в течение 30 мин и высушивая под инфракрасной лампой.
4.2.3. Приготовление образцов сравнения (ОС)
Основной образец сравнения, содержащий по 1 % никеля, алюминия, магния, марганца, кобальта, олова, циркония и меди, готовят механическим истиранием и перемешиванием буферной смеси с окислами соответствующих металлов.
Навески массой 0,0141 г окиси никеля, 0,0189 г окиси алюминия, 0,0186 г окиси магния, 0,0158 г окиси марганца (IV) 0,0136 г (II - III)-окиси кобальта, 0,0127 г двуокиси олова, 0,0125 г окиси меди и 0,0140 г двуокиси циркония помещают в ступке из органического стекла и добавляют 0,8818 г буферной смеси. Смесь тщательно перемешивают, добавляя спирт для поддержания смеси в кашицеобразном состоянии, в течение 1 ч и высушивают под инфракрасной лампой до постоянной массы.
Последовательным разбавлением основного образца сравнения буферной смесью готовят серию образцов сравнения (ОС) с убывающей концентрацией определяемых элементов. Содержание каждой из определяемых примесей (в процентах на содержание металла в металлическом ниобии) и вводимые в смесь навески буферной смеси и разбавляемого образца приведены в табл. 5.
Образцы сравнения хранят в полиэтиленовых банках с крышками.
Таблица 5
Обозначение образца
Массовая доля каждой из определяемых примесей, %
Масса навески, г
буферной смеси
разбавляемого образца
ОС 1
1∙10-1
3,3930
0,3770 (основной образец)
ОС 2
5∙10-2
1,7700
1,7700 (ОС 1)
ОС 3
2∙10-2
2,3100
1,5400 (ОС 2)
ОС 4
1∙10-2
1,8500
1,8500 (ОС 3)
ОС 5
5∙10-3
1,7000
1,7000 (ОС 4)
ОС 6
2∙10-3
2,1000
1,4000 (ОС 5)
ОС 7
1∙10-3
1,5000
1,5000 (ОС 6)
ОС 8
5∙10-4
1,0000
1,0000 (ОС 7)
4.1.2 - 4.2.3. (Измененная редакция, Изм. № 1).
4.2.4. Проведение анализа
4.2.4.1. Перевод металлического ниобия в пятиокись ниобия
Пробу металлического ниобия 1 - 3 г помещают в платиновую чашку и прокаливают в муфельной печи при температуре 800 - 900 °С в течение 2 ч. Полученную пятиокись ниобия в виде белого порошка охлаждают в эксикаторе, помещают в пакет из кальки к передают на спектральный анализ.
4.2.4.2. Определение никеля, алюминия, магния, марганца, кобальта, олова, меди и циркония
Пробы и образцы сравнения готовят в боксе. Для этого 100 мг пробы и 100 мг буферной смеси или 100 мг образца сравнения и 100 мг пятиокиси ниобия тщательно растирают в плексигласовой ступке в течение 5 мин. Подготовленную пробу или образец сравнения набивают в каналы трех графитовых электродов, предварительно обожженных в дуге постоянного тока при 7 А в течение 5 с.
Электроды устанавливают в штатив в вертикальном положении. Верхним электродом служит графитовый стержень, заточенный на конус. Между электродами зажигают дугу постоянного тока силой 7 А с последующим повышением (в течение 20 с) до 15 А. Электрод с пробой включен анодом.
Во избежание выброса материала из кратера электродов, ток включают при сомкнутых электродах с их последующим разведением, величина которого контролируется по проекции на промежуточной диафрагме. Время экспозиции - 120 с, промежуточная диафрагма - 5 мм.
Спектры в области длин волн 2500 - 3500 нм фотографируют с помощью спектрографа ДФС-13 с решеткой 600 штр/мм, используя трехлинзовую систему освещения щели на фотопластинку тип II чув. 15 ед., ширина щели спектрографа 15 мкм.
4.2.4.3. Определение меди
Пробу, приготовленную по п. 4.2.4.2, помещают в канал графитового электрода. Электрод с пробой или образцом сравнения служит анодом (нижний электрод). Верхним электродом является графитовый электрод, заточенный на конус. Между электродами зажигают дугу постоянного тока. В первые 15 с сила тока - 5 А, последующие 1 мин 45 с - 15 А. Полная экспозиция 120 с. Спектры фотографируют на спектрографе ДФС-13 с решеткой 1200 штр/мм с трехлинзовой осветительной системой. Фотопластинка типа ЭС чув. 9. Промежуточная диафрагма 0,8 мм. Шкалу длин волн устанавливают на 320 нм. Ширина щели спектрографа 15 мкм. Во время экспозиции расстояние между электродами поддерживают равным 3 мм.
Спектр каждой пробы и каждого образца сравнения регистрируют на фотопластинке по три раза. Экспонированные пластинки проявляют, промывают водой, фиксируют, окончательно промывают и сушат.
4.2.4.1 - 4.2.4.3. (Измененная редакция, Изм. № 1).
4.2.4.4. Обработка результатов
В каждой спектрограмме фотометрируют почернения аналитической линии определяемого элемента Sл+ф (табл. 6) и близлежащего фона Sф и вычисляют разность почернений DS = Sл+a - Sф.
Таблица 6
Определяемый элемент
Длина волны аналитической линии, нм
Алюминий
309,2
Магний
279,5
Марганец
279,4
Медь
327,4
Олово
284,0
Цирконий
339,2
Никель
300,2
Кобальт
304,4
По трем параллельным значениям DS1, DS2, DS3, полученным по трем спектрограммам, снятым для каждого образца, находят среднее арифметическое результатов
.От полученных средних значений
переходят к значениям с помощью таблиц, приведенных в приложении к ГОСТ 13637.1-77.Используя значения lg C и
для образцов сравнения, строят градуировочный график в координатах , lg C. По этому графику по значениям для пробы определяют содержание примеси в пробе.Разность наибольших и наименьших из результатов трех параллельных и результатов двух анализов с доверительной вероятностью Р = 0,95 не должна превышать величин допускаемых расхождений, приведенных в табл. 7.
Таблица 7
Определяемый элемент
Массовая доля, %
Допускаемое расхождение, %
параллельных определений
результатов анализов
Алюминий
0,0005
0,005
0,01
0,0003
0,003
0,006
0,0002
0,002
0,004
Цирконий
0,001
0,005
0,01
0,0006
0,003
0,005
0,0004
0,002
0,003
Магний
0,001
0,005
0,01
0,0006
0,004
0,006
0,0001
0,003
0,004
Марганец
0,0005
0,005
0,01
0,0003
0,003
0,006
0,0002
0,002
0,004
Медь
0,005
0,01
0,06
0,003
0,003
0,006
0,02
0,002
0,002
0,003
0,01
0,002
Олово
0,001
0,005
0,01
0,0006
0,003
0,005
0,0004
0,002
0,003
Никель
0,001
0,005
0,001
0,0006
0,003
0,005
0,0004
0,002
0,003
Кобальт
0,0005
0,005
0,01
0,0003
0,003
0,005
0,0002
0,002
0,003
Допускаемые расхождения для промежуточных содержаний рассчитывают методом линейной интерполяции.
4.2.4.5. Контроль правильности результатов
Правильность результатов анализа серии проб контролируют для каждой определенной примеси при переходе к новому комплекту образцов сравнения, С этой целью для одной и той же пробы, содержащей определенную примесь в контролируемом диапазоне концентраций с использованием старого и нового комплектов образцов сравнения, получают четыре результата анализа и вычисляют средние арифметические значения. Затем находят разность большего и меньшего значений. Результаты анализа считают правильными, если указанная разность не превышает допускаемых расхождений результатов двух анализов пробы по содержанию определяемой примеси.
Контроль правильности проводят для каждого интервала между ближайшими по содержанию образцами сравнения по мере поступления на анализ соответствующих проб.
4.3. Массовую долю тантала, титана, кремния, железа, вольфрама, молибдена определяют по ГОСТ 18385.1-79 - ГОСТ 18385.4-79 или спектральными методами (пп. 4.3.1 - 4.3.3), кислорода и водорода - по ГОСТ 22720.1-77, азота - по ГОСТ 22720.1-77 или ГОСТ 22720.4-77.
Допускается применять другие методы анализа примесей, по точности не уступающие указанным.
При разногласиях в оценке химического состава его определяют по ГОСТ 18385.1-79 - ГОСТ 18385.4-79, ГОСТ 22720.1-77, ГОСТ 22720.1-77 и ГОСТ 22720.4-77.
Массовую долю углерода определяют по ГОСТ 22720.3-77. Кроме анализатора АН-160, допускается использовать приборы АН-7529 и АН-7560.
4.2.4.4. - 4.3. (Измененная редакция, Изм. № 1).
4.3.1. Спектральный метод определения примесей титана, кремния, железа, никеля, алюминия, магния, марганца, олова, меди, циркония, при массовой доле каждой примеси от 0,001 до 0,02.
Метод основан на возбуждении дугой постоянного тока и фотографической регистрации спектров образцов сравнения и спектров анализируемого материала, превращенного в оксиды прокаливанием, с последующим определением массовой доли примесей по градуировочным графикам, построенным в координатах: логарифм отношения интенсивности линии определяемого элемента к интенсивности фона lg(Iл/Iф) - логарифм массовой доли определяемого элемента lg C.
Относительное среднее квадратическое отклонение, характеризующее сходимость результатов параллельных определений, при массовой доле каждой примеси 0,001 % составляет 0,15, при массовой доле каждой примеси 0,02 % - 0,11.
Суммарная погрешность результата анализа с доверительной вероятностью Р = 0,95 при массовой доле примеси 0,00100 % не должна превышать ± 0,00023 % абс, при массовой доле примеси 0,0200 % - ± 0,0033 % абс.
4.3.1.1. Аппаратура, материалы и реактивы
Спектрограф ДФС-13 с решеткой 1200 штр/мм или аналогичный.
Источник постоянного тока УГЭ, или ВАС-275-100, или аналогичный.
Микроденситометр МД-100, или микрофотометр МФ-2, или аналогичный.
Спектропроектор типа ПС-18, или ДСП-2, или аналогичный.
Весы аналитические с погрешностью взвешивания не более 0,0002 г.
Весы торсионные ВТ-500 или аналогичные с погрешностью взвешивания не более 0,002 г.
Печь муфельная с терморегулятором, на температуру от 400 до 1100 °С.
Шкаф сушильный типа СНОД 3.5.3.5.3.5./3М или аналогичный.
Станок для заточки графитовых электродов.
Ступки и пестики из оргстекла.
Чашки платиновые по ГОСТ 6563-75.
Фотопластинки спектральные: диапозитивные, СП-2, СП-ЭС, обеспечивающие в условиях анализа нормальные почернения аналитических линий и близлежащего фона в спектре.
Порошок графитовый ос. ч. 8 - 4 по ГОСТ 23463-79 или аналогичный, обеспечивающий чистоту по определяемым примесям. Нижние электроды, выточенные из графитовых стержней ос. ч. 7 - 3 диаметром 6 мм, имеющие размеры, мм:
высота заточенной части....................... 10
диаметр заточенной части.................... 4,0
глубина кратера...................................... 3,8
диаметр кратера..................................... 2,5
Верхние электроды из графитовых стержней ос. ч. 7 - 3 диаметром 6 мм, заточенные на усеченный конус с площадкой диаметром 1,5 мм, высотой заточенной конической части 4 мм.
Натрий фтористый, ос. ч. 7 - 3.
Ниобия пятиокись для оптического стекловарения, ос. ч. 7 - 3.
Титана (IV) двуокись, ос. ч. 7 - 3.
Кремния (IV) двуокись по ГОСТ 9428-73, ч. д. а.
Железа (III) окись, ос. ч. 2 - 4.
Никеля (II) закись, ч. д. а.
Алюминия (III) окись, х. ч.
Магния (II), ч. д. а.
Марганца (IV) окись, ос. ч. 9 - 2.
Олова (IV) окись, ч. д. а.
Меди (II) окись (гранулированная) по ГОСТ 16539-79.
Циркония (IV) двуокись, ос. ч. 6 - 2.
Спирт этиловый ректификованный по ГОСТ 18300-87.
Лак идитоловый, 1 %-ный спиртовый раствор.
Метол по ГОСТ 25664-83.
Гидрохинон по ГОСТ 19627-74.
Натрий сернистокислый (сульфит) по ГОСТ 195-77.
Натрий углекислый по ГОСТ 83-79.
Калий бромистый по ГОСТ 4160-74.
Натрия тиосульфат кристаллический по ГОСТ 244-76.
Калий сернистокислый пиро (метабисульфит).
Вода дистиллированная по ГОСТ 6709-72.
Проявитель, готовят следующим образом: 2 г метола, 52 г сульфита натрия, 10 г гидрохинона, 40 г углекислого натрия, 5 г бромистого калия растворяют в воде, в указанной последовательности доводят объем раствора водой до 1000 см3, перемешивают и фильтруют.
Фиксаж, готовят следующим образом: 250 г тиосульфата натрия и 25 г метабисульфита калия растворяют в указанной последовательности в 750 - 800 см3 воды, доводят объем раствора водой до 1000 см3, перемешивают и фильтруют.
Допускается применять проявитель и фиксаж, рекомендованные для применяемых фотопластинок.
Основная смесь, представляющая собой механическую смесь оксида ниобия и оксидов определяемых элементов с массовой долей каждой примеси 1 % в расчете на содержание металла в смеси металлов. Для ее приготовления каждый препарат оксида помещают в отдельную чашку, прокаливают в течение 90 мин в муфельной печи при температурах, указанных в табл. 7, охлаждают в эксикаторе и берут навески, указанные в табл. 7а. Переносят в ступку сначала приблизительно одну четвертую часть навески пятиокиси ниобия, затем полностью навески оксидов всех элементов-примесей и тщательно растирают смесь в ступке в течение 60 мин, добавляя спирт для поддержания смеси в кашицеобразном состоянии. Затем в ту же ступку переносят оставшуюся часть навески пятиокиси ниобия и опять тщательно растирают смесь в течение 60 мин, добавляя спирт для поддержания смеси в кашицеобразном состоянии. После этого смесь сушат в сушильном шкафу, а затем прокаливают при температуре (400 ± 20) °С в течение 60 мин и охлаждают в эксикаторе.
Промежуточная смесь и рабочие образцы сравнения (РОС1 - РОС4); готовят, смешивая указанные в табл. 7б массы пятиокиси ниобия, основной смеси, промежуточной смеси и рабочего образца сравнения РОС2. Перед взятием навесок пятиокись ниобия прокаливают 90 мин при (950 ± 20) °С, а ОС, ПС и РОС2 - при температуре (400 ± 20) °С в течение 60 мин и охлаждают в эксикаторе. Смешивают тщательным растиранием в ступке в течение 60 мин, добавляя спирт для поддержания смеси в кашицеобразном состоянии. После этого смесь сушат в сушильном шкафу, прокаливают при температуре (400 ± 20) °С в течение 60 мин и охлаждают в эксикаторе.
Буферная смесь 95 % графитового порошка и 5 % фтористого натрия. Навески помещают в ступку и тщательно растирают в течение 30 мин.
4.3.1.2. Проведение анализа
Навеску порошка металлического ниобия массой 0,5 г помещают в платиновую чашку, прокаливают в муфельной печи при температуре 800 - 850 °С в течение 2 ч и охлаждают в эксикаторе. Переносят в ступку и смешивают с буферной смесью в соотношении 2:1 (по массе), помещают в пакет из кальки.
Каждый из рабочих образцов сравнения РОС1 - РОС4 также смешивают с буферной смесью в соотношении 2:1 (по массе).
Верхние и нижние электроды обжигают в дуге переменного тока при силе тока 10 А в течение 10 с.
Каждой из полученных смесей (смесь, полученная из навески пробы, и полученные из РОС1 - РОС4) плотно заполняют кратеры шести нижних электродов неоднократным погружением электродов в пакет со смесью. После этого в каждый нижний электрод помещают 2 капли спиртового раствора идитолового лака. Подсушивают электроды в сушильном шкафу при температуре 80 - 90 °С в течение (15 ± 1) мин.
В кассету спектрографа помещают:
в коротковолновую область спектра - диапозитивную фотопластинку;
в длинноволновую - фотопластинку марки СП-2.
Нижний электрод (с материалом пробы или с материалом рабочего образца сравнения) включают анодом дуги постоянного тока. Спектры фотографируют при следующих условиях:
сила тока................................................ 10 ± 0,5 А
межэлектродный промежуток............. 2 мм
экспозиция............................................. (40 ± 3) с
щель спектрографа................................ (0,020 ± 0,001) мм
промежуточная диафрагма.................. (5,0 ± 0,1) мм
деление шкалы длин волн.................... (303,0 ± 2,5) нм
Фотографируют по три раза спектр каждого рабочего образца сравнения и по три раза спектр каждой пробы, используя для каждого образца сравнения (или пробы) три из шести нижних электродов. Затем фотографирование спектров повторяют, используя оставшиеся три заполненных пробой (образцом сравнения) нижних электрода.
Экспонированные фотопластинки проявляют, промывают водой, фиксируют, окончательно промывают водой и сушат.
4.3.1.3. Обработка результатов
В каждой фотопластинке фотометрируют почернения аналитических линий определяемого элемента Sл+ф(табл. 7в) и близлежащего фона Sф и вычисляют разность почернений DS = Sл+ф - Sф.
По трем значениям DS1, DS2, DS3, полученным из трех спектрограмм, снятым для каждого образца на одной фотопластинке, находят среднее арифметическое DS. От полученных значений DS переходят к значениям lg(Iл/Iф) с помощью таблиц, приведенных в ГОСТ 13637.1-77.
Таблица 7а
Наименование препарата
Формула
Температура прокаливания перед взвешиванием, °С (пред. откл. ± 20 °С)
Масса навески прокаленного препарата оксида, г
Коэффициент пересчета массы металла на массу оксида
Масса металла в навеске оксида, г
Массовая доля металла в смеси металлов, %
Пятиокись ниобия
Nb2O5
950
10,2996
1,4305
7,2000
90
Двуокись титана
TiO2
1100
0,1334
1,6680
0,0800
1
Двуокись кремния
SiO2
1100
0,1711
2,1393
0,0800
1
Окись железа
Fe2O3
800
0,1144
1,4297
0,0800
1
Закись никеля
NiO
600
0,1018
1,2725
0,0800
1
Окись алюминия
Al2O3
1100
0,1512
1,8895
0,0800
1
Окись магния
MgO
1100
0,1327
1,6583
0,0800
1
Окись марганца
MnO2
400
0,1266
1,5825
0,0800
1
Окись олова
SnO2
600
0,1016
1,2696
0,0800
1
Окись меди
CuO
700
0,1001
1,2518
0,0800
1
Двуокись циркония
ZrO2
1100
0,1081
1,3508
0,0800
1
11,5406
8,0000
100
Используя значения lg C (где С - массовая доля определяемой примеси по табл. 7б) и полученные по первой фотопластинке значения lg(Iл/Iф) для рабочих образцов сравнения РОС1 - РОС4, строят градуировочный график в координатах lgC, lg(Iл/Iф). По этому графику, используя полученное по той же фотопластинке значение lg(Iл/Iф) для пробы, определяют массовую долю примеси в пробе - первый из двух результатов параллельных определений данной примеси.
Таблица 7б
Обозначение образца
Массовая доля каждой примеси в расчете на содержание металла в смеси металлов, %
Масса навески, г
Суммарная масса смеси оксидов, содержащая 8 г металла, г
прокаленного препарата пятиокиси ниобия
разбавляемого образца (в скобках приведено его обозначение)
Промежуточная смесь
0,100
10,2996
1,1541 (ОС)
11,4537
РОС1
0,020
9,1552
2,2907 (ПС)
11,4459
РОС2
0,009
10,4140
1,0308 (ПС)
11,4443
POС4
0,004
10,1726
1,2716 (РОС2)
11,4442
РОС3
0,003
11,1007
0,3436 (ПС)
11,4443
Таблица 7в
Определяемый элемент
Аналитическая линия, нм
Магний
285,21
Кремний
288,16
Марганец
294,92
Никель
300,25
Железо
302,06
Титан
307,86
Алюминий
308,22
Цирконий
316,60
Олово
317,50
Медь
327,47
Результат второго параллельного определения получают таким же образом по второй пластинке.
Разность большего и меньшего результатов параллельных определений с доверительной вероятностью Р = 0,95 не должна превышать допускаемого расхождения, указанного в табл. 7г.
Таблица 7г
Массовая доля примеси, %
Абсолютное допускаемое расхождение двух результатов параллельных определений, %
0,0010
0,0004
0,020
0,006
Допускаемое расхождение для промежуточных значений массовой доли примеси, не указанных в таблице, находят методом линейного интерполирования.
Если этот норматив удовлетворяется, вычисляют результат анализа - среднее арифметическое результатов двух параллельных определений.
4.3.1.4. Контроль правильности результатов - по п. 4.2.4.5.
4.3.2. Спектральный метод определения примесей вольфрама, молибдена и кобальта при массовой доле каждой примеси от 0,001 до 0,01 %
Метод основан на возбуждении дугой постоянного тока и фотографической регистрации спектров образцов сравнения и анализируемого материала, превращенного в оксиды прокаливанием, с. последующим определением массовой доли примесей по градуировочным графикам.
Относительное среднее квадратическое отклонение, характеризующее сходимость результатов параллельных определений каждой примеси, составляет 0,17 - при массовой доле примеси и 0,10 - при массовой доле примеси 0,005 - 0,010 %.
4.3.2.1. Аппаратура, материалы и реактивы
Спектрограф ДФС-13 с решеткой 600 штр/мм или аналогичный.
Источник постоянного тока ВАС-275-100 или аналогичный.
Микрофотометр МФ-2 или аналогичный.
Спектропроектор ДСП-2 или аналогичный.
Шкаф сушильный типа СНОД 3.5.3.5.3.5/3М или аналогичный.
Весы аналитические с погрешностью взвешивания не более 0,0002 г.
Весы торсионные ВТ-500 или аналогичные.
Печь муфельная с терморегулятором на температуру от 400 до 1000 °С.
Электроплитки с закрытой спиралью и покрытием, исключающим загрязнение определяемыми элементами.
Станок для заточки графитовых электродов.
Ступки и пестики из оргстекла.
Чашки платиновые по ГОСТ 6563-75.
Эксикаторы.
Фотопластинки формата 9´12 см спектральные тип II и ЭС или аналогичные, обеспечивающие в условиях анализа нормальные почернения аналитических линий и фона в спектре.
Нижние электроды типа «рюмка», выточенные из графитовых стержней ос. ч. 7 - 3 диаметром 6 мм, имеющие размеры, мм:
высота «рюмки»...................... 5
глубина кратера...................... 3
диаметр кратера...................... 4
диаметр шейки........................ 3,5
высота шейки.......................... 3,5
Верхние электроды - стержни диаметром 6 мм из графита ос. ч. 7 - 3, заточенные на цилиндр диаметром 4 мм.
Кислота соляная по ГОСТ 14261-77, ос. ч.
Ниобия пятиокись, ос. ч. 7 - 3, в спектре которой в условиях анализа отсутствуют аналитические линии определяемых примесей.
Вольфрама (VI) окись, ч. д. а.
Молибдена (IV) окись, ч. д. а.
Кобальта (II, III) окись по ГОСТ 4467-79.
Сурьмы (III) окись, х. ч.
Свинец хлористый.
Калий сернокислый, ос. ч. 6 - 4.
Спирт этиловый ректификованный по ГОСТ 18300-87.
Метол по ГОСТ 25664-83.
Гидрохинон по ГОСТ 5644-75.
Натрий сернистокислый (сульфит) по ГОСТ 195-77.
Калий бромистый по ГОСТ 4160-74, ч. д. а.
Натрий углекислый по ГОСТ 83-79, ч. д. а.
Натрия тиосульфат кристаллический по ГОСТ 244-76.
Калий сернистокислый пиро (метабисульфит).
Вода дистиллированная по ГОСТ 6709-72.
Посуда химическая термостойкая: стаканы вместимостью на 100, 500 и 1000 см3, воронки.
Проявитель, готовят следующим образом: 2 г метола, 52 г сульфита натрия, 10 г гидрохинона, 40 г углекислого натрия, 5 г бромистого калия растворяют в воде в указанной последовательности, доводят объем раствора водой до 1000 см3, перемешивают и фильтруют.
Фиксаж, готовят следующим образом: 250 г тиосульфата натрия и 25 г метабисульфита калия растворяют в указанной последовательности в 750 - 800 см3 воды, доводят объем раствора водой до 1000 см3, перемешивают и фильтруют.
Допускается применять проявитель и фиксаж, рекомендованные для применяемых фотопластинок.
Буферная смесь, готовят следующим образом: тщательно растирают в ступке 7,4900 г хлористого свинца, 2,5000 г сернокислого калия, 0,0100 г окиси сурьмы. Время истирания на виброистирателе 40 - 50 мин, вручную - 90 - 120 мин.
Основная смесь, представляющая собой механическую смесь оксидов ниобия и определяемых примесей с массовой долей каждой примеси 1 % в расчете на содержание металла в смеси металлов. Для приготовления смеси каждый препарат оксидов помещают в отдельную чашку, прокаливают в течение 90 мин в муфельной печи при температурах, указанных в табл. 7д, охлаждают в эксикаторе и берут навески, указанные в табл. 7д. Переносят в ступку сначала приблизительно 1/4 часть навески пятиокиси ниобия, затем полностью навески оксидов всех примесей и тщательно растирают смесь в ступке в течение 60 мин, добавляя спирт для поддержания смеси в кашицеобразном состоянии. Затем в ту же ступку переносят оставшуюся часть навески пятиокиси ниобия и опять тщательно растирают смесь в течение 60 мин, добавляя спирт для поддержания смеси в кашицеобразном состоянии. После этого смесь сушат в сушильном шкафу, затем прокаливают при температуре (400 ± 20) °C в течение 60 мин и охлаждают в эксикаторе.
Промежуточную смесь и рабочие образцы сравнения (РОС1 - РОС4) готовят, смешивая указанные в табл. 7е навески пятиокиси ниобия, основной смеси, промежуточной смеси и рабочего образца сравнения РОС1. Перед взятием навесок пятиокись ниобия прокаливают 90 мин при (950 ± 20) °С, а ОС, ПС и РОС1 - при температуре (400 ± 20) °С в течение 60 мин; охлаждают в эксикаторе. Смешивают тщательным растиранием в ступке в течение 90 мин, добавляя спирт для поддержания смеси в кашицеобразном состоянии. После этого смесь сушат в сушильном шкафу, прокалива
Таблица 7д
Наименование препарата
Формула
Температура прокаливания перед взвешиванием, °С
Масса навески прокаленного препарата оксида, г
Коэффициент пересчета массы металла на массу оксида
Масса металла в навеске оксида, г
Массовая доля металла в смеси металлов, %
Пятиокись ниобия
Nb2O5
900 - 1000
13,8759
1,4305
9,7000
97
Трехокись вольфрама
WO3
650
0,1261
1,2611
0,1000
1
Трехокись молибдена
MoO3
450 - 500
0,1500
1,5003
0,1000
1
Окись кобальта
Со2О3
800
0,1407
1,4072
0,1000
1
14,2927
10,0000
100
находят значения lg(Iл/Iф), пользуясь таблицами по ГОСТ 13637-77. Используя значения lg C ( где С - массовая доля вольфрама по табл. 7е) и полученные по первой фотопластинке значения lg(Iл/Iф) для рабочих образцов сравнения РОС1 - РОС4, строят градуировочный график в координатах lgC, lg(Iл/Iф). Поэтому графику, используя полученные по той же фотопластинке значения lg(Iл/Iф) для пробы, определяют массовую долю вольфрама в пробе - первый из двух результатов параллельных определений. Результат второго параллельного определения вольфрама получают таким же образом по второй фотопластинке.
При определении молибдена и кобальта для каждого из трех спектров (пробы или образца сравнения), снятых на одной фотопластинке, находят значение DS = Sл - Scи вычисляют среднее арифметическое трех значений - значение
. По полученным значениям DS для образцов сравнения строят градуировочный график в координатах lgC, DS, где С - массовая доля определяемого элемента в образцах сравнения согласно табл. 7. По этому графику, используя полученные по той же фотопластинке значения DS для пробы, определяют массовую долю определяемого элемента в пробе - первый из двух результатов параллельных определений. Результат второго параллельного определения получают таким же образом по второй фотопластинке.Таблица 7е
Обозначение образца
Массовая доля каждой из определяемых примесей, в расчете на содержание металла в смеси металлов, %
Масса навески, г
Суммарная масса смеси оксидов, содержащая 10 г металлов, г
прокаленного препарата пятиокиси ниобия
разбавляемого образца (в скобках приведено его обозначение)
ПС
0,100
12,8745
1,4293 (ПС)
14,3038
РОС1
0,010
12,8745
1,4301 (ПС)
14,3049
РОС2
0,004
13,7328
0,5722 (ПС)
14,3050
РОС3
0,002
14,0189
0,2861 (ПС)
14,3050
РОС4
0,001
12,8745
1,4305 (РОС1)
14,3050
Разность большего и меньшего результатов параллельных определений элемента с доверительной вероятностью Р = 0,95 не должна превышать допускаемого расхождения, приведенного в табл. 7ж и табл. 7з.
Если этот норматив удовлетворяется, вычисляют результат анализа - среднее арифметическое двух результатов параллельных определений.
Таблица 7ж
Массовая доля примеси, %
Абсолютное допускаемое расхождение двух результатов параллельных определений, %
0,0010
0,0005
0,0050
0,0014
0,0100
0,0028
Допускаемые расхождения для промежуточных значений массовой доли примеси, не указанных в таблице, находят методом линейной интерполяции.
4.3.2.4. Контроль правильности результатов - по п. 4.2.4.5.
4.3.3. Экстракционно-фотометрический метод определения тантала (от 0,02 до 0,10 %)
Метод основан на измерении оптической плотности толуольного экстракта фтортанталата бриллиантового зеленого.
4.3.3.1. Аппаратура, материалы и реактивы
Весы аналитические.
Таблица 7з
Определяемый элемент
Аналитическая линия, нм
Интервал определяемых значений массовой доли, %
Вольфрам
400,87
От 0,001 до 0,01
Молибден
319,40
» 0,001 » 0,004
320,88
» 0,001 » 0,01
Кобальт
340,51
» 0,001 » 0,004
345,35
» 0,001 » 0,01
Плитка электрическая лабораторная с закрытой спиралью мощностью 3 кВт.
Центрифуга лабораторная, марки ЦЛК-1 или аналогичная.
Колориметр фотоэлектрический концентрационный КФК-2 или аналогичный.
Пипетки 1-2-2; 2-2-5; 2-2-10; 2-2-20; 2-2-25; 2-2-50; 6-2-10 по ГОСТ 20292-74.
Цилиндры 1-500; 1-2000 по ГОСТ 1770-74.
Бюретки 6-2-5; 1-2-100 по ГОСТ 20292-74.
Колбы 2-100-2; 2-200-2; 2-500-2 по ГОСТ 1770-741
Стакан В-1-100 ТС по ГОСТ 25336-82.
Стакан фторопластовый с носиком вместимостью 100 см3.
Банка БН-0,5, по ГОСТ 17000-71.
Бидон БДЦ-5,0 по ГОСТ 17000-71.
Пробки из пластмассы по ГОСТ 1770-74.
Цилиндры из полиэтилена вместимостью 60 см3.
Пробирки центрифужные из полиэтилена вместимостью 10 см3.
Пипетки из полиэтилена вместимостью 10 см3.
Кислота серная по ГОСТ 4204-77, х. ч. раствор 5 моль/дм3 и 1,4 моль/дм3.
Кислота азотная по ГОСТ 4461-77, х. ч.
Кислота фтористоводородная по ГОСТ 10484-78, х. ч., раствор 7,5 моль/дм3.
Раствор для отмывки экстрактов с концентрациями серной кислоты 1,18 моль/дм3 и фтористоводородной кислоты 0,98 моль/дм3. Для приготовления 5 дм3 раствора в полиэтиленовый бидон помещают 245 см3 раствора фтористоводородной кислоты 20 моль/дм3, 1175 см3 раствора серной кислоты 5 моль/дм3, 3580 см3 дистиллированной воды и перемешивают в течение 30 - 40 с.
Бриллиантовый зеленый, ч., раствор 3 г/дм3, готовят растворением 3 г красителя в 1 дм3 воды на холоду в течение 1 ч при перемешивании с помощью электромеханической мешалки.
Толуол по ГОСТ 5789-78, ч. д. а.
Ацетон по ГОСТ 2603-79, ч. д. а.
Аммоний сернокислый по ГОСТ 3769-78, х. ч.
Порошок танталовый (высокой чистоты), с массовой долей тантала не менее 99,5 %.
Вода дистиллированная по ГОСТ 6709-72.
4.3.3.2. Подготовка к измерению
4.3.3.2.1. Приготовление основного раствора и рабочих растворов
Основной раствор пятиокиси тантала 0,200 г/дм3: навеску металлического порошка тантала 0,0819 г, взвешенную с погрешностью ± 0,0005 г, помещают во фторопластовый стакан, добавляют полиэтиленовой пипеткой 5,0 см3 концентрированной фтористоводородной кислоты, 0,5 см3 азотной кислоты, нагревают на плитке до полного растворения навески и упаривают до объема 1 - 2 см3. Раствор переводят в мерную колбу вместимостью 500 см3, в которую предварительно помещают 250 см3 дистиллированной воды, доводят до метки и перемешивают в течение 30 - 40 с. Приготовленный раствор хранят в полиэтиленовой посуде.
Рабочие растворы пятиокиси тантала 2,0 и 20,0 мкг/см3 отбирают пипеткой 2,0 и 20,0 см3 основного раствора в мерные колбы вместимостью 200 см3, добавляют 56,0 см3 раствора серной кислоты 5 моль/дм3, доводят водой до метки и перемешивают в течение 30 - 40 с.
4.3.3.2.2. Построение градуировочного графика
В полиэтиленовые ампулы помещают из бюретки 2,0; 4,0; 6,0; 8,0; 10,0 см3 рабочего раствора 2,0 мкг/см3 и 1,0; 2,0; 3,0; 4,0; 5,0 см3 рабочего раствора 20,0 мкг/см3. Доводят раствором серной кислоты концентрации 1,4 моль/дм3 (2,8 н) до 10,0 см3, добавляют полиэтиленовой пипеткой 1,5 см3 раствора фтористоводородной кислоты 7,5 моль/дм3, 25,0 см3 толуола, добавляют из бюретки 11,0 см3 раствора бриллиантового зеленого и встряхивают в течение 60 с на электромеханическом встряхивателе или вручную. После расслаивания фаз в течение 60 - 90 с 10 см3 экстракта помещают в центрифужную пробирку и центрифугируют в течение 3 мин со скоростью 3000 мин-1.
Оптическую плотность измеряют на КФК-2 в кюветах с толщиной слоя поглощения 5,0 мм в интервале 20 - 100 мкг пятиокиси тантала и 30,0 мм в интервале 4 - 20 мкг пятиокиси тантала при λmax = (590 ± 10) нм. В качестве раствора сравнения применяют толуол.
Одновременно через все стадии проводят два параллельных контрольных опыта. Оптическая плотность контрольного опыта не должна превышать 0,03 в кювете 30 мм и 0,005 - в кювете 5 мм. По полученным данным строят два градуировочных графика.
4.3.3.3. Проведение измерений
Пробу массой 0,1000 г, взвешенную с погрешностью не более 0,0005 г, помещают во фторопластовый стакан, добавляют полиэтиленовой пипеткой 10 см3 концентрированной фтористоводородной кислоты, затем пипеткой 2,0 см3 азотной кислоты и 8,0 см3 концентрированной серной кислоты, нагревают на плитке до начала выделения паров серной кислоты, затем продолжают нагрев еще 2 - 3 мин. Стаканы охлаждают до температуры (25 ± 5) °С, добавляют 3,0 г сульфата аммония, разбавляют водой до 10 см3 и переводят в мерную колбу вместимостью 100 см3, доводят водой до метки и перемешивают 30 - 40 с.
Аликвотную часть полученного раствора, содержащую 4 - 100 мкг пятиокиси тантала, помещают в полиэтиленовый цилиндр вместимостью 60 см3, доводят раствором серной кислоты концентрации 5 моль/дм3 до 10,0 см3, добавляют 1,5 см3 раствора фтористоводородной кислоты концентрации 7,5 моль/дм3 и оставляют на 8 - 10 мин. Далее добавляют пипеткой 25,0 см3 толуола, 11,0 см3 раствора бриллиантового зеленого и производят экстракцию, как описано в п. 4.3.3.2. После расслаивания фазы разделяют и экстракт в количестве 20 - 25 см3 отмывают. Добавляют 10,5 см3 раствора для отмывки (полиэтиленовой пипеткой), 10,0 см3 раствора бриллиантового зеленого из бюретки и встряхивают, как описано в п. 4.3.3.2. После расслаивания фазы разделяют и экстракт в количестве не менее 16,0 см3 вновь подвергают операции отмывки. После расслаивания фаз 10 см3 экстракта помещают в центрифужную пробирку и центрифугируют в течение 3 мин со скоростью 3000 об/мин.
Оптическую плотность экстракта измеряют на КФК-2, как описано в п. 4.3.3.2.2. В закрытых полиэтиленовых пробирках экстракты стабильны в течение 4 ч. Допускается проведение экстракции и отмывки экстрактов одновременно в шестнадцати пробирках. Массу пятиокиси тантала определяют по градуировочному графику.
4.3.3.4. Обработка результатов
Массовую долю тантала (X) в процентах вычисляют по формуле
где m - масса пятиокиси тантала, найденная по градуировочному графику, мкг;
m1- масса навески пробы, г;
a - аликвотная часть раствора, отбираемая для экстракции, см3;
V - объем мерной колбы, равный 100 см3;
1,221 - коэффициент пересчета.
За результат измерений принимают среднее арифметическое результатов двух параллельных определений.
Допускаемые расхождения результатов двух параллельных определений не должны превышать значений допускаемых расхождений, приведенных в табл. 7и.
4.3.3.5. Контроль правильности анализа
Контроль правильности анализа проводят методом добавок.
Суммарная массовая доля тантала в пробе с добавкой должна быть не меньше утроенного значения нижней границы определяемых массовых долей и не больше верхней границы определяемых массовых долей.
Таблица 7и
Массовая доля тантала, %
Допускаемые расхождения, %
0,02
0,01
0,05
0,01
0,10
0,02
Суммарное содержание тантала (Х1) в пробе с добавкой в процентах вычисляют по формуле
где Хан - массовая доля тантала в пробе, %;
m1- масса тантала, введенная с добавкой, мкг;
m2- масса навески пробы, г.
Анализ считают правильным (Р = 0,95), если разность большей и меньшей из двух величин Х1и результата анализа пробы с добавкой не превышает
где d1- допускаемое расхождение между результатами двух параллельных определений в пробе без добавки;
d2- допускаемое расхождение между результатами двух параллельных определений в пробе с добавкой.
4.3.1 - 4.3.3.5. (Введены дополнительно, Изм. № 1).
Источник: ГОСТ 26252-84: Порошок ниобиевый. Технические условия оригинал документа
Англо-русский словарь нормативно-технической терминологии > MgO
-
13 CuO
- Спектральный метод определения никеля, алюминия, магния, марганца, кобальта, олова, меди и циркония в ниобии
4.2. Спектральный метод определения никеля, алюминия, магния, марганца, кобальта, олова, меди и циркония в ниобии
Спектральному методу предшествует перевод анализируемой пробы в пятиокись ниобия.
Метод основан на измерении интенсивности линий элементов примесей в спектре, полученном при испарении пятиокиси ниобия в смеси с графитовым порошком и хлористым натрием из канала графитового электрода в дуге постоянного тока.
Массовую долю примесей в ниобии (табл. 4) определяют по градуировочным графикам, построенным в координатах: логарифм отношения интенсивности линии определяемого элемента и интенсивности фона (
) - логарифм концентрации определяемого элемента (lg C).4.2.1. Аппаратура, материалы и реактивы
Спектрограф дифракционный типа ДФС-13 с решеткой 600 и 1200 штр/мм и трехлинзовой системой освещения щели или аналогичный прибор (фотоэлектрический прибор типа МФС). Допускается использовать спектрограф ДФС-8 с решеткой 1800 штрихов.
Генератор дуговой типа ДГ-2 с дополнительным реостатом или генератор аналогичного типа.
Выпрямитель 250 - 300 В, 30 - 50 А.
Микрофотометр нерегистрирующий типа МФ-2 или аналогичного типа.
Таблица 4
Определяемая примесь
Массовая доля примеси, %
Никель
1∙10-3 - 2∙10-2
Алюминий
5∙10-4 - 1∙10-2
Магний
1∙10-3 - 2∙10-3
Марганец
5∙10-4 - 5∙10-3
Кобальт
5∙10-4 - 3∙10-2
Олово
1∙10-3 - 1∙10-2
Медь
3∙10-3 - 5∙10-2
Цирконий
1∙10-3 - 2∙10-2
Спектропроектор типа ПС-18, СП-2 или аналогичного типа.
Весы аналитические.
Весы торсионные типа ВТ-500.
Ступка и пестик из органического стекла.
Бокс из органического стекла.
Электропечь муфельная с терморегулятором на температуру до 900 °С.
Чашки платиновые.
Станок для заточки графитовых электродов.
Электроды графитовые, выточенные из графитовых стержней ОС. Ч. 7 - 3 диаметром 6 мм, заточенные на усеченный конус с площадкой диаметром 1,5 мм.
Электроды графитовые, выточенные из графитовых стержней ОС. Ч. 7 - 3 диаметром 6 мм, с каналом глубиной 5 мм, внешний диаметр - 3,0 мм, внутренний диаметр - 2,0 мм, длина заточенной части - 6 мм.
Порошок графитовый ОС. Ч. 8 - 4 по ГОСТ 23463-79.
Фотопластинки спектрографические марок СПЭС и СП-2, размером 9´12/1,2 или 13´18/1,2, обеспечивающие нормальное почернение аналитических линий и близлежащего фона в спектре.
Лампа инфракрасная ИКЗ-500 с регулятором напряжения РНО-250-0,5 или аналогичным.
Спирт этиловый ректификованный по ГОСТ 18300-72, дважды перегнанный в кварцевом приборе.
Никеля окись черная по ГОСТ 4331-78, ч.
Алюминия окись безводная для спектрального анализа, х. ч.
Магния окись по ГОСТ 4526-75, ч. д. а.
Марганца (IV) окись по ГОСТ 4470-79, ч. д. а.
Кобальта (II - III) окись по ГОСТ 4467-79, ч. или ч. д. а.
Олова двуокись, ч. д. а.
Циркония двуокись по ГОСТ 21907-76.
Меди (II) окись по ГОСТ 16539-79.
Натрий хлористый ОС. Ч. 6 - 1.
Ниобия пятиокись, в которой содержание определяемых элементов не превышает установленной для метода нижней границы диапазона определяемых массовых долей.
Проявитель:
метол........................................................................................ 2,2 г
натрий сернистокислый безводный по ГОСТ 195-77......... 96 г
гидрохинон по ГОСТ 19627-74............................................. 8,8 г
натрий углекислый по ГОСТ 83-79...................................... 48 г
калий бромистый по ГОСТ 4160-74..................................... 5 г
вода........................................................................................... до 1000 см3.
Фиксаж:
тиосульфат натрия кристаллический по СТ СЭВ 223-75... 300 г
аммоний хлористый по ГОСТ 3773-72................................ 20 г
вода........................................................................................... до 1000 см3.
4.2.2. Приготовление буферной смеси
Буферную смесь, состоящую из 90 % угольного порошка и 10 % хлористого натрия готовят, смешивая 0,9000 г угольного порошка и 0,1000 г хлористого натрия с 20 см3 спирта в течение 30 мин и высушивая под инфракрасной лампой.
4.2.3. Приготовление образцов сравнения (ОС)
Основной образец сравнения, содержащий по 1 % никеля, алюминия, магния, марганца, кобальта, олова, циркония и меди, готовят механическим истиранием и перемешиванием буферной смеси с окислами соответствующих металлов.
Навески массой 0,0141 г окиси никеля, 0,0189 г окиси алюминия, 0,0186 г окиси магния, 0,0158 г окиси марганца (IV) 0,0136 г (II - III)-окиси кобальта, 0,0127 г двуокиси олова, 0,0125 г окиси меди и 0,0140 г двуокиси циркония помещают в ступке из органического стекла и добавляют 0,8818 г буферной смеси. Смесь тщательно перемешивают, добавляя спирт для поддержания смеси в кашицеобразном состоянии, в течение 1 ч и высушивают под инфракрасной лампой до постоянной массы.
Последовательным разбавлением основного образца сравнения буферной смесью готовят серию образцов сравнения (ОС) с убывающей концентрацией определяемых элементов. Содержание каждой из определяемых примесей (в процентах на содержание металла в металлическом ниобии) и вводимые в смесь навески буферной смеси и разбавляемого образца приведены в табл. 5.
Образцы сравнения хранят в полиэтиленовых банках с крышками.
Таблица 5
Обозначение образца
Массовая доля каждой из определяемых примесей, %
Масса навески, г
буферной смеси
разбавляемого образца
ОС 1
1∙10-1
3,3930
0,3770 (основной образец)
ОС 2
5∙10-2
1,7700
1,7700 (ОС 1)
ОС 3
2∙10-2
2,3100
1,5400 (ОС 2)
ОС 4
1∙10-2
1,8500
1,8500 (ОС 3)
ОС 5
5∙10-3
1,7000
1,7000 (ОС 4)
ОС 6
2∙10-3
2,1000
1,4000 (ОС 5)
ОС 7
1∙10-3
1,5000
1,5000 (ОС 6)
ОС 8
5∙10-4
1,0000
1,0000 (ОС 7)
4.1.2 - 4.2.3. (Измененная редакция, Изм. № 1).
4.2.4. Проведение анализа
4.2.4.1. Перевод металлического ниобия в пятиокись ниобия
Пробу металлического ниобия 1 - 3 г помещают в платиновую чашку и прокаливают в муфельной печи при температуре 800 - 900 °С в течение 2 ч. Полученную пятиокись ниобия в виде белого порошка охлаждают в эксикаторе, помещают в пакет из кальки к передают на спектральный анализ.
4.2.4.2. Определение никеля, алюминия, магния, марганца, кобальта, олова, меди и циркония
Пробы и образцы сравнения готовят в боксе. Для этого 100 мг пробы и 100 мг буферной смеси или 100 мг образца сравнения и 100 мг пятиокиси ниобия тщательно растирают в плексигласовой ступке в течение 5 мин. Подготовленную пробу или образец сравнения набивают в каналы трех графитовых электродов, предварительно обожженных в дуге постоянного тока при 7 А в течение 5 с.
Электроды устанавливают в штатив в вертикальном положении. Верхним электродом служит графитовый стержень, заточенный на конус. Между электродами зажигают дугу постоянного тока силой 7 А с последующим повышением (в течение 20 с) до 15 А. Электрод с пробой включен анодом.
Во избежание выброса материала из кратера электродов, ток включают при сомкнутых электродах с их последующим разведением, величина которого контролируется по проекции на промежуточной диафрагме. Время экспозиции - 120 с, промежуточная диафрагма - 5 мм.
Спектры в области длин волн 2500 - 3500 нм фотографируют с помощью спектрографа ДФС-13 с решеткой 600 штр/мм, используя трехлинзовую систему освещения щели на фотопластинку тип II чув. 15 ед., ширина щели спектрографа 15 мкм.
4.2.4.3. Определение меди
Пробу, приготовленную по п. 4.2.4.2, помещают в канал графитового электрода. Электрод с пробой или образцом сравнения служит анодом (нижний электрод). Верхним электродом является графитовый электрод, заточенный на конус. Между электродами зажигают дугу постоянного тока. В первые 15 с сила тока - 5 А, последующие 1 мин 45 с - 15 А. Полная экспозиция 120 с. Спектры фотографируют на спектрографе ДФС-13 с решеткой 1200 штр/мм с трехлинзовой осветительной системой. Фотопластинка типа ЭС чув. 9. Промежуточная диафрагма 0,8 мм. Шкалу длин волн устанавливают на 320 нм. Ширина щели спектрографа 15 мкм. Во время экспозиции расстояние между электродами поддерживают равным 3 мм.
Спектр каждой пробы и каждого образца сравнения регистрируют на фотопластинке по три раза. Экспонированные пластинки проявляют, промывают водой, фиксируют, окончательно промывают и сушат.
4.2.4.1 - 4.2.4.3. (Измененная редакция, Изм. № 1).
4.2.4.4. Обработка результатов
В каждой спектрограмме фотометрируют почернения аналитической линии определяемого элемента Sл+ф (табл. 6) и близлежащего фона Sф и вычисляют разность почернений DS = Sл+a - Sф.
Таблица 6
Определяемый элемент
Длина волны аналитической линии, нм
Алюминий
309,2
Магний
279,5
Марганец
279,4
Медь
327,4
Олово
284,0
Цирконий
339,2
Никель
300,2
Кобальт
304,4
По трем параллельным значениям DS1, DS2, DS3, полученным по трем спектрограммам, снятым для каждого образца, находят среднее арифметическое результатов
.От полученных средних значений
переходят к значениям с помощью таблиц, приведенных в приложении к ГОСТ 13637.1-77.Используя значения lg C и
для образцов сравнения, строят градуировочный график в координатах , lg C. По этому графику по значениям для пробы определяют содержание примеси в пробе.Разность наибольших и наименьших из результатов трех параллельных и результатов двух анализов с доверительной вероятностью Р = 0,95 не должна превышать величин допускаемых расхождений, приведенных в табл. 7.
Таблица 7
Определяемый элемент
Массовая доля, %
Допускаемое расхождение, %
параллельных определений
результатов анализов
Алюминий
0,0005
0,005
0,01
0,0003
0,003
0,006
0,0002
0,002
0,004
Цирконий
0,001
0,005
0,01
0,0006
0,003
0,005
0,0004
0,002
0,003
Магний
0,001
0,005
0,01
0,0006
0,004
0,006
0,0001
0,003
0,004
Марганец
0,0005
0,005
0,01
0,0003
0,003
0,006
0,0002
0,002
0,004
Медь
0,005
0,01
0,06
0,003
0,003
0,006
0,02
0,002
0,002
0,003
0,01
0,002
Олово
0,001
0,005
0,01
0,0006
0,003
0,005
0,0004
0,002
0,003
Никель
0,001
0,005
0,001
0,0006
0,003
0,005
0,0004
0,002
0,003
Кобальт
0,0005
0,005
0,01
0,0003
0,003
0,005
0,0002
0,002
0,003
Допускаемые расхождения для промежуточных содержаний рассчитывают методом линейной интерполяции.
4.2.4.5. Контроль правильности результатов
Правильность результатов анализа серии проб контролируют для каждой определенной примеси при переходе к новому комплекту образцов сравнения, С этой целью для одной и той же пробы, содержащей определенную примесь в контролируемом диапазоне концентраций с использованием старого и нового комплектов образцов сравнения, получают четыре результата анализа и вычисляют средние арифметические значения. Затем находят разность большего и меньшего значений. Результаты анализа считают правильными, если указанная разность не превышает допускаемых расхождений результатов двух анализов пробы по содержанию определяемой примеси.
Контроль правильности проводят для каждого интервала между ближайшими по содержанию образцами сравнения по мере поступления на анализ соответствующих проб.
4.3. Массовую долю тантала, титана, кремния, железа, вольфрама, молибдена определяют по ГОСТ 18385.1-79 - ГОСТ 18385.4-79 или спектральными методами (пп. 4.3.1 - 4.3.3), кислорода и водорода - по ГОСТ 22720.1-77, азота - по ГОСТ 22720.1-77 или ГОСТ 22720.4-77.
Допускается применять другие методы анализа примесей, по точности не уступающие указанным.
При разногласиях в оценке химического состава его определяют по ГОСТ 18385.1-79 - ГОСТ 18385.4-79, ГОСТ 22720.1-77, ГОСТ 22720.1-77 и ГОСТ 22720.4-77.
Массовую долю углерода определяют по ГОСТ 22720.3-77. Кроме анализатора АН-160, допускается использовать приборы АН-7529 и АН-7560.
4.2.4.4. - 4.3. (Измененная редакция, Изм. № 1).
4.3.1. Спектральный метод определения примесей титана, кремния, железа, никеля, алюминия, магния, марганца, олова, меди, циркония, при массовой доле каждой примеси от 0,001 до 0,02.
Метод основан на возбуждении дугой постоянного тока и фотографической регистрации спектров образцов сравнения и спектров анализируемого материала, превращенного в оксиды прокаливанием, с последующим определением массовой доли примесей по градуировочным графикам, построенным в координатах: логарифм отношения интенсивности линии определяемого элемента к интенсивности фона lg(Iл/Iф) - логарифм массовой доли определяемого элемента lg C.
Относительное среднее квадратическое отклонение, характеризующее сходимость результатов параллельных определений, при массовой доле каждой примеси 0,001 % составляет 0,15, при массовой доле каждой примеси 0,02 % - 0,11.
Суммарная погрешность результата анализа с доверительной вероятностью Р = 0,95 при массовой доле примеси 0,00100 % не должна превышать ± 0,00023 % абс, при массовой доле примеси 0,0200 % - ± 0,0033 % абс.
4.3.1.1. Аппаратура, материалы и реактивы
Спектрограф ДФС-13 с решеткой 1200 штр/мм или аналогичный.
Источник постоянного тока УГЭ, или ВАС-275-100, или аналогичный.
Микроденситометр МД-100, или микрофотометр МФ-2, или аналогичный.
Спектропроектор типа ПС-18, или ДСП-2, или аналогичный.
Весы аналитические с погрешностью взвешивания не более 0,0002 г.
Весы торсионные ВТ-500 или аналогичные с погрешностью взвешивания не более 0,002 г.
Печь муфельная с терморегулятором, на температуру от 400 до 1100 °С.
Шкаф сушильный типа СНОД 3.5.3.5.3.5./3М или аналогичный.
Станок для заточки графитовых электродов.
Ступки и пестики из оргстекла.
Чашки платиновые по ГОСТ 6563-75.
Фотопластинки спектральные: диапозитивные, СП-2, СП-ЭС, обеспечивающие в условиях анализа нормальные почернения аналитических линий и близлежащего фона в спектре.
Порошок графитовый ос. ч. 8 - 4 по ГОСТ 23463-79 или аналогичный, обеспечивающий чистоту по определяемым примесям. Нижние электроды, выточенные из графитовых стержней ос. ч. 7 - 3 диаметром 6 мм, имеющие размеры, мм:
высота заточенной части....................... 10
диаметр заточенной части.................... 4,0
глубина кратера...................................... 3,8
диаметр кратера..................................... 2,5
Верхние электроды из графитовых стержней ос. ч. 7 - 3 диаметром 6 мм, заточенные на усеченный конус с площадкой диаметром 1,5 мм, высотой заточенной конической части 4 мм.
Натрий фтористый, ос. ч. 7 - 3.
Ниобия пятиокись для оптического стекловарения, ос. ч. 7 - 3.
Титана (IV) двуокись, ос. ч. 7 - 3.
Кремния (IV) двуокись по ГОСТ 9428-73, ч. д. а.
Железа (III) окись, ос. ч. 2 - 4.
Никеля (II) закись, ч. д. а.
Алюминия (III) окись, х. ч.
Магния (II), ч. д. а.
Марганца (IV) окись, ос. ч. 9 - 2.
Олова (IV) окись, ч. д. а.
Меди (II) окись (гранулированная) по ГОСТ 16539-79.
Циркония (IV) двуокись, ос. ч. 6 - 2.
Спирт этиловый ректификованный по ГОСТ 18300-87.
Лак идитоловый, 1 %-ный спиртовый раствор.
Метол по ГОСТ 25664-83.
Гидрохинон по ГОСТ 19627-74.
Натрий сернистокислый (сульфит) по ГОСТ 195-77.
Натрий углекислый по ГОСТ 83-79.
Калий бромистый по ГОСТ 4160-74.
Натрия тиосульфат кристаллический по ГОСТ 244-76.
Калий сернистокислый пиро (метабисульфит).
Вода дистиллированная по ГОСТ 6709-72.
Проявитель, готовят следующим образом: 2 г метола, 52 г сульфита натрия, 10 г гидрохинона, 40 г углекислого натрия, 5 г бромистого калия растворяют в воде, в указанной последовательности доводят объем раствора водой до 1000 см3, перемешивают и фильтруют.
Фиксаж, готовят следующим образом: 250 г тиосульфата натрия и 25 г метабисульфита калия растворяют в указанной последовательности в 750 - 800 см3 воды, доводят объем раствора водой до 1000 см3, перемешивают и фильтруют.
Допускается применять проявитель и фиксаж, рекомендованные для применяемых фотопластинок.
Основная смесь, представляющая собой механическую смесь оксида ниобия и оксидов определяемых элементов с массовой долей каждой примеси 1 % в расчете на содержание металла в смеси металлов. Для ее приготовления каждый препарат оксида помещают в отдельную чашку, прокаливают в течение 90 мин в муфельной печи при температурах, указанных в табл. 7, охлаждают в эксикаторе и берут навески, указанные в табл. 7а. Переносят в ступку сначала приблизительно одну четвертую часть навески пятиокиси ниобия, затем полностью навески оксидов всех элементов-примесей и тщательно растирают смесь в ступке в течение 60 мин, добавляя спирт для поддержания смеси в кашицеобразном состоянии. Затем в ту же ступку переносят оставшуюся часть навески пятиокиси ниобия и опять тщательно растирают смесь в течение 60 мин, добавляя спирт для поддержания смеси в кашицеобразном состоянии. После этого смесь сушат в сушильном шкафу, а затем прокаливают при температуре (400 ± 20) °С в течение 60 мин и охлаждают в эксикаторе.
Промежуточная смесь и рабочие образцы сравнения (РОС1 - РОС4); готовят, смешивая указанные в табл. 7б массы пятиокиси ниобия, основной смеси, промежуточной смеси и рабочего образца сравнения РОС2. Перед взятием навесок пятиокись ниобия прокаливают 90 мин при (950 ± 20) °С, а ОС, ПС и РОС2 - при температуре (400 ± 20) °С в течение 60 мин и охлаждают в эксикаторе. Смешивают тщательным растиранием в ступке в течение 60 мин, добавляя спирт для поддержания смеси в кашицеобразном состоянии. После этого смесь сушат в сушильном шкафу, прокаливают при температуре (400 ± 20) °С в течение 60 мин и охлаждают в эксикаторе.
Буферная смесь 95 % графитового порошка и 5 % фтористого натрия. Навески помещают в ступку и тщательно растирают в течение 30 мин.
4.3.1.2. Проведение анализа
Навеску порошка металлического ниобия массой 0,5 г помещают в платиновую чашку, прокаливают в муфельной печи при температуре 800 - 850 °С в течение 2 ч и охлаждают в эксикаторе. Переносят в ступку и смешивают с буферной смесью в соотношении 2:1 (по массе), помещают в пакет из кальки.
Каждый из рабочих образцов сравнения РОС1 - РОС4 также смешивают с буферной смесью в соотношении 2:1 (по массе).
Верхние и нижние электроды обжигают в дуге переменного тока при силе тока 10 А в течение 10 с.
Каждой из полученных смесей (смесь, полученная из навески пробы, и полученные из РОС1 - РОС4) плотно заполняют кратеры шести нижних электродов неоднократным погружением электродов в пакет со смесью. После этого в каждый нижний электрод помещают 2 капли спиртового раствора идитолового лака. Подсушивают электроды в сушильном шкафу при температуре 80 - 90 °С в течение (15 ± 1) мин.
В кассету спектрографа помещают:
в коротковолновую область спектра - диапозитивную фотопластинку;
в длинноволновую - фотопластинку марки СП-2.
Нижний электрод (с материалом пробы или с материалом рабочего образца сравнения) включают анодом дуги постоянного тока. Спектры фотографируют при следующих условиях:
сила тока................................................ 10 ± 0,5 А
межэлектродный промежуток............. 2 мм
экспозиция............................................. (40 ± 3) с
щель спектрографа................................ (0,020 ± 0,001) мм
промежуточная диафрагма.................. (5,0 ± 0,1) мм
деление шкалы длин волн.................... (303,0 ± 2,5) нм
Фотографируют по три раза спектр каждого рабочего образца сравнения и по три раза спектр каждой пробы, используя для каждого образца сравнения (или пробы) три из шести нижних электродов. Затем фотографирование спектров повторяют, используя оставшиеся три заполненных пробой (образцом сравнения) нижних электрода.
Экспонированные фотопластинки проявляют, промывают водой, фиксируют, окончательно промывают водой и сушат.
4.3.1.3. Обработка результатов
В каждой фотопластинке фотометрируют почернения аналитических линий определяемого элемента Sл+ф(табл. 7в) и близлежащего фона Sф и вычисляют разность почернений DS = Sл+ф - Sф.
По трем значениям DS1, DS2, DS3, полученным из трех спектрограмм, снятым для каждого образца на одной фотопластинке, находят среднее арифметическое DS. От полученных значений DS переходят к значениям lg(Iл/Iф) с помощью таблиц, приведенных в ГОСТ 13637.1-77.
Таблица 7а
Наименование препарата
Формула
Температура прокаливания перед взвешиванием, °С (пред. откл. ± 20 °С)
Масса навески прокаленного препарата оксида, г
Коэффициент пересчета массы металла на массу оксида
Масса металла в навеске оксида, г
Массовая доля металла в смеси металлов, %
Пятиокись ниобия
Nb2O5
950
10,2996
1,4305
7,2000
90
Двуокись титана
TiO2
1100
0,1334
1,6680
0,0800
1
Двуокись кремния
SiO2
1100
0,1711
2,1393
0,0800
1
Окись железа
Fe2O3
800
0,1144
1,4297
0,0800
1
Закись никеля
NiO
600
0,1018
1,2725
0,0800
1
Окись алюминия
Al2O3
1100
0,1512
1,8895
0,0800
1
Окись магния
MgO
1100
0,1327
1,6583
0,0800
1
Окись марганца
MnO2
400
0,1266
1,5825
0,0800
1
Окись олова
SnO2
600
0,1016
1,2696
0,0800
1
Окись меди
CuO
700
0,1001
1,2518
0,0800
1
Двуокись циркония
ZrO2
1100
0,1081
1,3508
0,0800
1
11,5406
8,0000
100
Используя значения lg C (где С - массовая доля определяемой примеси по табл. 7б) и полученные по первой фотопластинке значения lg(Iл/Iф) для рабочих образцов сравнения РОС1 - РОС4, строят градуировочный график в координатах lgC, lg(Iл/Iф). По этому графику, используя полученное по той же фотопластинке значение lg(Iл/Iф) для пробы, определяют массовую долю примеси в пробе - первый из двух результатов параллельных определений данной примеси.
Таблица 7б
Обозначение образца
Массовая доля каждой примеси в расчете на содержание металла в смеси металлов, %
Масса навески, г
Суммарная масса смеси оксидов, содержащая 8 г металла, г
прокаленного препарата пятиокиси ниобия
разбавляемого образца (в скобках приведено его обозначение)
Промежуточная смесь
0,100
10,2996
1,1541 (ОС)
11,4537
РОС1
0,020
9,1552
2,2907 (ПС)
11,4459
РОС2
0,009
10,4140
1,0308 (ПС)
11,4443
POС4
0,004
10,1726
1,2716 (РОС2)
11,4442
РОС3
0,003
11,1007
0,3436 (ПС)
11,4443
Таблица 7в
Определяемый элемент
Аналитическая линия, нм
Магний
285,21
Кремний
288,16
Марганец
294,92
Никель
300,25
Железо
302,06
Титан
307,86
Алюминий
308,22
Цирконий
316,60
Олово
317,50
Медь
327,47
Результат второго параллельного определения получают таким же образом по второй пластинке.
Разность большего и меньшего результатов параллельных определений с доверительной вероятностью Р = 0,95 не должна превышать допускаемого расхождения, указанного в табл. 7г.
Таблица 7г
Массовая доля примеси, %
Абсолютное допускаемое расхождение двух результатов параллельных определений, %
0,0010
0,0004
0,020
0,006
Допускаемое расхождение для промежуточных значений массовой доли примеси, не указанных в таблице, находят методом линейного интерполирования.
Если этот норматив удовлетворяется, вычисляют результат анализа - среднее арифметическое результатов двух параллельных определений.
4.3.1.4. Контроль правильности результатов - по п. 4.2.4.5.
4.3.2. Спектральный метод определения примесей вольфрама, молибдена и кобальта при массовой доле каждой примеси от 0,001 до 0,01 %
Метод основан на возбуждении дугой постоянного тока и фотографической регистрации спектров образцов сравнения и анализируемого материала, превращенного в оксиды прокаливанием, с. последующим определением массовой доли примесей по градуировочным графикам.
Относительное среднее квадратическое отклонение, характеризующее сходимость результатов параллельных определений каждой примеси, составляет 0,17 - при массовой доле примеси и 0,10 - при массовой доле примеси 0,005 - 0,010 %.
4.3.2.1. Аппаратура, материалы и реактивы
Спектрограф ДФС-13 с решеткой 600 штр/мм или аналогичный.
Источник постоянного тока ВАС-275-100 или аналогичный.
Микрофотометр МФ-2 или аналогичный.
Спектропроектор ДСП-2 или аналогичный.
Шкаф сушильный типа СНОД 3.5.3.5.3.5/3М или аналогичный.
Весы аналитические с погрешностью взвешивания не более 0,0002 г.
Весы торсионные ВТ-500 или аналогичные.
Печь муфельная с терморегулятором на температуру от 400 до 1000 °С.
Электроплитки с закрытой спиралью и покрытием, исключающим загрязнение определяемыми элементами.
Станок для заточки графитовых электродов.
Ступки и пестики из оргстекла.
Чашки платиновые по ГОСТ 6563-75.
Эксикаторы.
Фотопластинки формата 9´12 см спектральные тип II и ЭС или аналогичные, обеспечивающие в условиях анализа нормальные почернения аналитических линий и фона в спектре.
Нижние электроды типа «рюмка», выточенные из графитовых стержней ос. ч. 7 - 3 диаметром 6 мм, имеющие размеры, мм:
высота «рюмки»...................... 5
глубина кратера...................... 3
диаметр кратера...................... 4
диаметр шейки........................ 3,5
высота шейки.......................... 3,5
Верхние электроды - стержни диаметром 6 мм из графита ос. ч. 7 - 3, заточенные на цилиндр диаметром 4 мм.
Кислота соляная по ГОСТ 14261-77, ос. ч.
Ниобия пятиокись, ос. ч. 7 - 3, в спектре которой в условиях анализа отсутствуют аналитические линии определяемых примесей.
Вольфрама (VI) окись, ч. д. а.
Молибдена (IV) окись, ч. д. а.
Кобальта (II, III) окись по ГОСТ 4467-79.
Сурьмы (III) окись, х. ч.
Свинец хлористый.
Калий сернокислый, ос. ч. 6 - 4.
Спирт этиловый ректификованный по ГОСТ 18300-87.
Метол по ГОСТ 25664-83.
Гидрохинон по ГОСТ 5644-75.
Натрий сернистокислый (сульфит) по ГОСТ 195-77.
Калий бромистый по ГОСТ 4160-74, ч. д. а.
Натрий углекислый по ГОСТ 83-79, ч. д. а.
Натрия тиосульфат кристаллический по ГОСТ 244-76.
Калий сернистокислый пиро (метабисульфит).
Вода дистиллированная по ГОСТ 6709-72.
Посуда химическая термостойкая: стаканы вместимостью на 100, 500 и 1000 см3, воронки.
Проявитель, готовят следующим образом: 2 г метола, 52 г сульфита натрия, 10 г гидрохинона, 40 г углекислого натрия, 5 г бромистого калия растворяют в воде в указанной последовательности, доводят объем раствора водой до 1000 см3, перемешивают и фильтруют.
Фиксаж, готовят следующим образом: 250 г тиосульфата натрия и 25 г метабисульфита калия растворяют в указанной последовательности в 750 - 800 см3 воды, доводят объем раствора водой до 1000 см3, перемешивают и фильтруют.
Допускается применять проявитель и фиксаж, рекомендованные для применяемых фотопластинок.
Буферная смесь, готовят следующим образом: тщательно растирают в ступке 7,4900 г хлористого свинца, 2,5000 г сернокислого калия, 0,0100 г окиси сурьмы. Время истирания на виброистирателе 40 - 50 мин, вручную - 90 - 120 мин.
Основная смесь, представляющая собой механическую смесь оксидов ниобия и определяемых примесей с массовой долей каждой примеси 1 % в расчете на содержание металла в смеси металлов. Для приготовления смеси каждый препарат оксидов помещают в отдельную чашку, прокаливают в течение 90 мин в муфельной печи при температурах, указанных в табл. 7д, охлаждают в эксикаторе и берут навески, указанные в табл. 7д. Переносят в ступку сначала приблизительно 1/4 часть навески пятиокиси ниобия, затем полностью навески оксидов всех примесей и тщательно растирают смесь в ступке в течение 60 мин, добавляя спирт для поддержания смеси в кашицеобразном состоянии. Затем в ту же ступку переносят оставшуюся часть навески пятиокиси ниобия и опять тщательно растирают смесь в течение 60 мин, добавляя спирт для поддержания смеси в кашицеобразном состоянии. После этого смесь сушат в сушильном шкафу, затем прокаливают при температуре (400 ± 20) °C в течение 60 мин и охлаждают в эксикаторе.
Промежуточную смесь и рабочие образцы сравнения (РОС1 - РОС4) готовят, смешивая указанные в табл. 7е навески пятиокиси ниобия, основной смеси, промежуточной смеси и рабочего образца сравнения РОС1. Перед взятием навесок пятиокись ниобия прокаливают 90 мин при (950 ± 20) °С, а ОС, ПС и РОС1 - при температуре (400 ± 20) °С в течение 60 мин; охлаждают в эксикаторе. Смешивают тщательным растиранием в ступке в течение 90 мин, добавляя спирт для поддержания смеси в кашицеобразном состоянии. После этого смесь сушат в сушильном шкафу, прокалива
Таблица 7д
Наименование препарата
Формула
Температура прокаливания перед взвешиванием, °С
Масса навески прокаленного препарата оксида, г
Коэффициент пересчета массы металла на массу оксида
Масса металла в навеске оксида, г
Массовая доля металла в смеси металлов, %
Пятиокись ниобия
Nb2O5
900 - 1000
13,8759
1,4305
9,7000
97
Трехокись вольфрама
WO3
650
0,1261
1,2611
0,1000
1
Трехокись молибдена
MoO3
450 - 500
0,1500
1,5003
0,1000
1
Окись кобальта
Со2О3
800
0,1407
1,4072
0,1000
1
14,2927
10,0000
100
находят значения lg(Iл/Iф), пользуясь таблицами по ГОСТ 13637-77. Используя значения lg C ( где С - массовая доля вольфрама по табл. 7е) и полученные по первой фотопластинке значения lg(Iл/Iф) для рабочих образцов сравнения РОС1 - РОС4, строят градуировочный график в координатах lgC, lg(Iл/Iф). Поэтому графику, используя полученные по той же фотопластинке значения lg(Iл/Iф) для пробы, определяют массовую долю вольфрама в пробе - первый из двух результатов параллельных определений. Результат второго параллельного определения вольфрама получают таким же образом по второй фотопластинке.
При определении молибдена и кобальта для каждого из трех спектров (пробы или образца сравнения), снятых на одной фотопластинке, находят значение DS = Sл - Scи вычисляют среднее арифметическое трех значений - значение
. По полученным значениям DS для образцов сравнения строят градуировочный график в координатах lgC, DS, где С - массовая доля определяемого элемента в образцах сравнения согласно табл. 7. По этому графику, используя полученные по той же фотопластинке значения DS для пробы, определяют массовую долю определяемого элемента в пробе - первый из двух результатов параллельных определений. Результат второго параллельного определения получают таким же образом по второй фотопластинке.Таблица 7е
Обозначение образца
Массовая доля каждой из определяемых примесей, в расчете на содержание металла в смеси металлов, %
Масса навески, г
Суммарная масса смеси оксидов, содержащая 10 г металлов, г
прокаленного препарата пятиокиси ниобия
разбавляемого образца (в скобках приведено его обозначение)
ПС
0,100
12,8745
1,4293 (ПС)
14,3038
РОС1
0,010
12,8745
1,4301 (ПС)
14,3049
РОС2
0,004
13,7328
0,5722 (ПС)
14,3050
РОС3
0,002
14,0189
0,2861 (ПС)
14,3050
РОС4
0,001
12,8745
1,4305 (РОС1)
14,3050
Разность большего и меньшего результатов параллельных определений элемента с доверительной вероятностью Р = 0,95 не должна превышать допускаемого расхождения, приведенного в табл. 7ж и табл. 7з.
Если этот норматив удовлетворяется, вычисляют результат анализа - среднее арифметическое двух результатов параллельных определений.
Таблица 7ж
Массовая доля примеси, %
Абсолютное допускаемое расхождение двух результатов параллельных определений, %
0,0010
0,0005
0,0050
0,0014
0,0100
0,0028
Допускаемые расхождения для промежуточных значений массовой доли примеси, не указанных в таблице, находят методом линейной интерполяции.
4.3.2.4. Контроль правильности результатов - по п. 4.2.4.5.
4.3.3. Экстракционно-фотометрический метод определения тантала (от 0,02 до 0,10 %)
Метод основан на измерении оптической плотности толуольного экстракта фтортанталата бриллиантового зеленого.
4.3.3.1. Аппаратура, материалы и реактивы
Весы аналитические.
Таблица 7з
Определяемый элемент
Аналитическая линия, нм
Интервал определяемых значений массовой доли, %
Вольфрам
400,87
От 0,001 до 0,01
Молибден
319,40
» 0,001 » 0,004
320,88
» 0,001 » 0,01
Кобальт
340,51
» 0,001 » 0,004
345,35
» 0,001 » 0,01
Плитка электрическая лабораторная с закрытой спиралью мощностью 3 кВт.
Центрифуга лабораторная, марки ЦЛК-1 или аналогичная.
Колориметр фотоэлектрический концентрационный КФК-2 или аналогичный.
Пипетки 1-2-2; 2-2-5; 2-2-10; 2-2-20; 2-2-25; 2-2-50; 6-2-10 по ГОСТ 20292-74.
Цилиндры 1-500; 1-2000 по ГОСТ 1770-74.
Бюретки 6-2-5; 1-2-100 по ГОСТ 20292-74.
Колбы 2-100-2; 2-200-2; 2-500-2 по ГОСТ 1770-741
Стакан В-1-100 ТС по ГОСТ 25336-82.
Стакан фторопластовый с носиком вместимостью 100 см3.
Банка БН-0,5, по ГОСТ 17000-71.
Бидон БДЦ-5,0 по ГОСТ 17000-71.
Пробки из пластмассы по ГОСТ 1770-74.
Цилиндры из полиэтилена вместимостью 60 см3.
Пробирки центрифужные из полиэтилена вместимостью 10 см3.
Пипетки из полиэтилена вместимостью 10 см3.
Кислота серная по ГОСТ 4204-77, х. ч. раствор 5 моль/дм3 и 1,4 моль/дм3.
Кислота азотная по ГОСТ 4461-77, х. ч.
Кислота фтористоводородная по ГОСТ 10484-78, х. ч., раствор 7,5 моль/дм3.
Раствор для отмывки экстрактов с концентрациями серной кислоты 1,18 моль/дм3 и фтористоводородной кислоты 0,98 моль/дм3. Для приготовления 5 дм3 раствора в полиэтиленовый бидон помещают 245 см3 раствора фтористоводородной кислоты 20 моль/дм3, 1175 см3 раствора серной кислоты 5 моль/дм3, 3580 см3 дистиллированной воды и перемешивают в течение 30 - 40 с.
Бриллиантовый зеленый, ч., раствор 3 г/дм3, готовят растворением 3 г красителя в 1 дм3 воды на холоду в течение 1 ч при перемешивании с помощью электромеханической мешалки.
Толуол по ГОСТ 5789-78, ч. д. а.
Ацетон по ГОСТ 2603-79, ч. д. а.
Аммоний сернокислый по ГОСТ 3769-78, х. ч.
Порошок танталовый (высокой чистоты), с массовой долей тантала не менее 99,5 %.
Вода дистиллированная по ГОСТ 6709-72.
4.3.3.2. Подготовка к измерению
4.3.3.2.1. Приготовление основного раствора и рабочих растворов
Основной раствор пятиокиси тантала 0,200 г/дм3: навеску металлического порошка тантала 0,0819 г, взвешенную с погрешностью ± 0,0005 г, помещают во фторопластовый стакан, добавляют полиэтиленовой пипеткой 5,0 см3 концентрированной фтористоводородной кислоты, 0,5 см3 азотной кислоты, нагревают на плитке до полного растворения навески и упаривают до объема 1 - 2 см3. Раствор переводят в мерную колбу вместимостью 500 см3, в которую предварительно помещают 250 см3 дистиллированной воды, доводят до метки и перемешивают в течение 30 - 40 с. Приготовленный раствор хранят в полиэтиленовой посуде.
Рабочие растворы пятиокиси тантала 2,0 и 20,0 мкг/см3 отбирают пипеткой 2,0 и 20,0 см3 основного раствора в мерные колбы вместимостью 200 см3, добавляют 56,0 см3 раствора серной кислоты 5 моль/дм3, доводят водой до метки и перемешивают в течение 30 - 40 с.
4.3.3.2.2. Построение градуировочного графика
В полиэтиленовые ампулы помещают из бюретки 2,0; 4,0; 6,0; 8,0; 10,0 см3 рабочего раствора 2,0 мкг/см3 и 1,0; 2,0; 3,0; 4,0; 5,0 см3 рабочего раствора 20,0 мкг/см3. Доводят раствором серной кислоты концентрации 1,4 моль/дм3 (2,8 н) до 10,0 см3, добавляют полиэтиленовой пипеткой 1,5 см3 раствора фтористоводородной кислоты 7,5 моль/дм3, 25,0 см3 толуола, добавляют из бюретки 11,0 см3 раствора бриллиантового зеленого и встряхивают в течение 60 с на электромеханическом встряхивателе или вручную. После расслаивания фаз в течение 60 - 90 с 10 см3 экстракта помещают в центрифужную пробирку и центрифугируют в течение 3 мин со скоростью 3000 мин-1.
Оптическую плотность измеряют на КФК-2 в кюветах с толщиной слоя поглощения 5,0 мм в интервале 20 - 100 мкг пятиокиси тантала и 30,0 мм в интервале 4 - 20 мкг пятиокиси тантала при λmax = (590 ± 10) нм. В качестве раствора сравнения применяют толуол.
Одновременно через все стадии проводят два параллельных контрольных опыта. Оптическая плотность контрольного опыта не должна превышать 0,03 в кювете 30 мм и 0,005 - в кювете 5 мм. По полученным данным строят два градуировочных графика.
4.3.3.3. Проведение измерений
Пробу массой 0,1000 г, взвешенную с погрешностью не более 0,0005 г, помещают во фторопластовый стакан, добавляют полиэтиленовой пипеткой 10 см3 концентрированной фтористоводородной кислоты, затем пипеткой 2,0 см3 азотной кислоты и 8,0 см3 концентрированной серной кислоты, нагревают на плитке до начала выделения паров серной кислоты, затем продолжают нагрев еще 2 - 3 мин. Стаканы охлаждают до температуры (25 ± 5) °С, добавляют 3,0 г сульфата аммония, разбавляют водой до 10 см3 и переводят в мерную колбу вместимостью 100 см3, доводят водой до метки и перемешивают 30 - 40 с.
Аликвотную часть полученного раствора, содержащую 4 - 100 мкг пятиокиси тантала, помещают в полиэтиленовый цилиндр вместимостью 60 см3, доводят раствором серной кислоты концентрации 5 моль/дм3 до 10,0 см3, добавляют 1,5 см3 раствора фтористоводородной кислоты концентрации 7,5 моль/дм3 и оставляют на 8 - 10 мин. Далее добавляют пипеткой 25,0 см3 толуола, 11,0 см3 раствора бриллиантового зеленого и производят экстракцию, как описано в п. 4.3.3.2. После расслаивания фазы разделяют и экстракт в количестве 20 - 25 см3 отмывают. Добавляют 10,5 см3 раствора для отмывки (полиэтиленовой пипеткой), 10,0 см3 раствора бриллиантового зеленого из бюретки и встряхивают, как описано в п. 4.3.3.2. После расслаивания фазы разделяют и экстракт в количестве не менее 16,0 см3 вновь подвергают операции отмывки. После расслаивания фаз 10 см3 экстракта помещают в центрифужную пробирку и центрифугируют в течение 3 мин со скоростью 3000 об/мин.
Оптическую плотность экстракта измеряют на КФК-2, как описано в п. 4.3.3.2.2. В закрытых полиэтиленовых пробирках экстракты стабильны в течение 4 ч. Допускается проведение экстракции и отмывки экстрактов одновременно в шестнадцати пробирках. Массу пятиокиси тантала определяют по градуировочному графику.
4.3.3.4. Обработка результатов
Массовую долю тантала (X) в процентах вычисляют по формуле
где m - масса пятиокиси тантала, найденная по градуировочному графику, мкг;
m1- масса навески пробы, г;
a - аликвотная часть раствора, отбираемая для экстракции, см3;
V - объем мерной колбы, равный 100 см3;
1,221 - коэффициент пересчета.
За результат измерений принимают среднее арифметическое результатов двух параллельных определений.
Допускаемые расхождения результатов двух параллельных определений не должны превышать значений допускаемых расхождений, приведенных в табл. 7и.
4.3.3.5. Контроль правильности анализа
Контроль правильности анализа проводят методом добавок.
Суммарная массовая доля тантала в пробе с добавкой должна быть не меньше утроенного значения нижней границы определяемых массовых долей и не больше верхней границы определяемых массовых долей.
Таблица 7и
Массовая доля тантала, %
Допускаемые расхождения, %
0,02
0,01
0,05
0,01
0,10
0,02
Суммарное содержание тантала (Х1) в пробе с добавкой в процентах вычисляют по формуле
где Хан - массовая доля тантала в пробе, %;
m1- масса тантала, введенная с добавкой, мкг;
m2- масса навески пробы, г.
Анализ считают правильным (Р = 0,95), если разность большей и меньшей из двух величин Х1и результата анализа пробы с добавкой не превышает
где d1- допускаемое расхождение между результатами двух параллельных определений в пробе без добавки;
d2- допускаемое расхождение между результатами двух параллельных определений в пробе с добавкой.
4.3.1 - 4.3.3.5. (Введены дополнительно, Изм. № 1).
Источник: ГОСТ 26252-84: Порошок ниобиевый. Технические условия оригинал документа
Англо-русский словарь нормативно-технической терминологии > CuO
-
14 economico-mathematical studies in the ex-USSR and russia
- экономико-математические исследования в бывш. СССР и России
экономико-математические исследования в бывш. СССР и России
(исторический очерк) Э.-м.и. — направление научных исследований, которые ведутся на стыке экономики, математики и кибернетики и имеют основной целью повышение экономической эффективности общественного производства с помощью математического анализа экономических процессов и явлений и основанных на нем методов принятия оптимальных (шире — рациональных) плановых и иных управленческих решений. Они затрагивают также общую проблематику оптимального распределения ресурсов безотносительно к характеру социально-экономического строя. Развитие Э.-м.и. в бывш. СССР надо рассматривать как этап противоречивого процесса развития отечественной экономической науки и часть общего процесса развития мировой экономической науки, в настоящее время во многом практически математизированной. Первым достижением в развитии Э.-м.и. явилась разработка советскими учеными межотраслевого баланса производства и распределения продукции в народном хозяйстве страны за 1923/24 хозяйственный год. В основу методологии их исследования были положены модели воспроизводства К.Маркса, а также модели В.К.Дмитриева. Эта работа нашла международное признание и предвосхитила развитие американским экономистом русского происхождения В.В.Леонтьевым его прославленного метода «затраты-выпуск».. (Впоследствии, после длительного перерыва, вызванного тем, что Сталин потребовал прекратить межотраслевые исследования, они стали широко применяться и в нашей стране под названием метода межотраслевого баланса.) Примерно в это же время советский экономист Г.А.Фельдман представил в Комиссию по составлению первого пятилетнего плана доклад «К теории темпов народного дохода», в котором предложил ряд моделей анализа и планирования синтетических показателей развития экономики. Этим самым были заложены основы теории экономического роста. Другой выдающийся ученый Н.К.Кондратьев разработал теорию долговременных экономических циклов, нашедшую мировое признание. Однако в начале тридцатых годов Э.м.и. в СССР были практически свернуты, а Фельдман, Кондратьев и сотни других советских экономистов были репрессированы, погибли в застенках Гулага. Продолжались лишь единичные, разрозненные исследования. В одном из них, работе Л.В.Канторовича «Математические методы организации и планирования производства» (1939 г.) были впервые изложены принципы новой отрасли математики, которая позднее получила название линейного программирования, а если смотреть шире, то этим были заложены основы фундаментальной для экономики теории оптимального распределения ресурсов. Л.В.Канторович четко сформулировал понятие экономического оптимума и ввел в науку оптимальные, объективно обусловленные оценки — средство решения и анализа оптимизационных задач. Одновременно советский экономист В.В.Новожилов пришел к аналогичным выводам относительно распределения ресурсов. Он выработал понятие оптимального плана народного хозяйства, как такого плана, который требует для заданного объема продукции наименьшей суммы трудовых затрат, и ввел понятия, позволяющие находить этот минимум: в частности, понятие «дифференциальных затрат народного хозяйства по данному продукту», близкое по смыслу к оптимальным оценкам Л.В.Канторовича. Большой вклад в разработку экономико-математических методов внес академик В.С.Немчинов: он создал ряд новых моделей МОБ, в том числе модель экономического района; очень велики его заслуги в области организационного оформления и развития экономико-математического направления советской науки. Он основал первую в стране экономико-математическую лабораторию, впоследствии на ее базе и на базе нескольких других коллективов был создан Центральный экономико-математический институт АН СССР, ныне ЦЭМИ РАН (см.ниже).. В 1965 г. академикам Л.В.Канторовичу, В.С.Немчинову и проф. В.В.Новожилову за научную разработку метода линейного программирования и экономических моделей была присуждена Ленинская премия. В 1975 г. Л.В.Канторович был также удостоен Нобелевской премии по экономике. В 50 — 60-x гг. развернулась широкая работа по составлению отчетных, а затем и плановых МОБ народного хозяйства СССР и отдельных республик. За цикл исследований по разработке методов анализа и планирования межотраслевых связей и отраслевой структуры народного хозяйства, построению плановых и отчетных МОБ академику А.Н.Ефимову (руководитель работы), Э.Ф.Баранову, Л.Я.Берри, Э.Б.Ершову, Ф.Н.Клоцвогу, В.В.Коссову, Л.Е.Минцу, С.С.Шаталину, М.Р.Эйдельману в 1968 г. была присуждена Государственная премия СССР. Развитие Э.-м.и., накопление опыта решения экономико-математических задач, выработка новых теоретических положений и переосмысление многих старых положений экономической науки, вызванное ее соединением с математикой и кибернетикой, позволили в начале 60-х гг. академику Н.П.Федоренко выступить с идеей о необходимости теоретической разработки и поэтапной реализации единой системы оптимального функционирования социалистической экономики (СОФЭ). Стало ясно, что внедрение математических методов в экономические исследования должно приводить и приводит к совершенствованию всей системы экономических знаний, обеспечивает дальнейшую систематизацию, уточнение и развитие основных понятий и категорий науки, усиливает ее действенность, т.е. прежде всего ее влияние на рост эффективности народного хозяйства. С 60-х годов расширилось число научных учреждений, ведущих Э.-м.и., в частности, были созданы Центральный экономико-математический институт АН СССР, Институт экономики и организации промышленного производства СО АН СССР, развернулась подготовка кадров экономистов-математиков и специалистов по экономической кибернетике в МГУ, НГУ, МИНХ им. Плеханова и других вузах страны. Исследования охватили теоретическую разработку проблем оптимального функционирования экономики, системного анализа, а также такие прикладные области как отраслевое перспективное планирование, материально-техническое снабжение, создание математических методов и моделей для автоматизированных систем управления предприятиями и отраслями. На первых этапах возрождения Э.-м.и. в СССР усилия в области моделирования концентрировались на построении макромоделей, отражающих функционирование народного хозяйства страны в целом, а также ряда частных моделей и на развитии соответствующего математического аппарата. Такие попытки имели немалое методологическое значение и способствовали углублению понимания общих вопросов экономико-математического моделироdания (в том числе таких, как адекватность моделей, границы их познавательных возможностей и т.д.). Но скоро стала очевидна ограниченность такого подхода. Концепция СОФЭ стимулировала развитие иного подхода — системного моделирования экономических процессов, были расширены методологические поиски экономических рычагов воздействия на экономику: оптимального ценообразования, платы за использование природных и трудовых ресурсов и т.д. На этой основе начались параллельные разработки ряда систем моделей, из которых наиболее известны многоуровневая система среднесрочного прогнозирования (рук. Б.Н.Михалевский), система моделей для расчетов по определению общих пропорций развития народного хозяйства и согласованию отраслевых и территориальных разрезов плана — СМОТР (рук. Э.Ф.Баранов), система многоступенчатой оптимизации экономики (рук. В.Ф.Пугачев), межотраслевая межрайонная модель (рук. А.Г.Гранберг). Существенно углубилось понимание народнохозяйственного оптимума, роли и места экономических стимулов в его достижении. Наряду с распространенной ранее скалярной оптимизацией в исследованиях стала более активно применяться многокритериальная, лучше учитывающая многосложность условий и обстоятельств решения плановой задачи. Более того, стало меняться общее отношение к оптимизации как универсальному принципу: вместе с ней (но не вместо нее, как иногда можно прочитать) начали разрабатываться методы принятия рациональных (не обязательно оптимальных в строгом смысле этого слова) решений, теория компромисса и неантагонистических игр (Ю.Б.Гермейер) и другие методы, учитывающие не только технико-экономические, но и человеческие факторы: интересы участников процессов принятия и реализации решений. В начале 70-х гг. экономисты-математики провели широкие исследования в области применения программно-целевых методов в планировании и управлении народным хозяйством. Они приняли также активное участие в разработке методики регулярного (раз в пять лет) составления Комплексной программы научно-технического прогресса на очередное двадцатилетие. Впервые в работе такого масштаба при определении общих пропорций развития народного хозяйства на перспективу и решении некоторых частных задач был использован аппарат экономико-математических методов. Началось широкое внедрение программно-целевого метода в практику народнохозяйственного планирования. Были продолжены работы по созданию АСПР — автоматизированной системы плановых расчетов Госплана СССР и Госпланов союзных республик, и в 1977 г. введена в действие ее первая очередь, а в 1985 г. — вторая очередь. Выявились и немалые трудности непосредственного внедрения оптимизационных принципов в практику хозяйствования. В условиях, когда предприятия, объединения, отраслевые министерства были заинтересованы не столько в выявлении производственных резервов, сколько в их сокрытии, чтобы избежать получения напряженных плановых заданий, учитывающих эти резервы, оптимизация не могла найти повсеместную поддержку: ее смысл как раз в выявлении резервов. Поэтому работа по созданию АСУ не всегда давала должные результаты: усилия затрачивались на учет, анализ, расчеты по заработной плате, но не на оптимизацию, т.е. повышение эффективности производства (оптимизационные задачи в большинстве АСУ занимали лишь 2 — 3% общего объема решаемых задач). В результате эффективность производства не росла, а штаты управления увеличивались: создавались отделы АСУ, вычислительные центры. Эти обстоятельства способствовали некоторому спаду экономико-математических исследований к началу 80-х гг. Большой удар по экономико-математическому направлению был нанесен в 1983 г., когда бывший тогда секретарем ЦК КПСС К.У.Черненко обрушился с явно несправедливой и предвзятой критикой на ЦЭМИ АН СССР, после чего институт жестоко пострадал: подвергся реорганизации, был разделен надвое, потом еще раз надвое, из него ушел ряд ведущих ученых. Тем не менее, прошедшие годы ознаменовались серьезными научными и практическими достижениями экономико-математического крыла советской экономической науки. В ряде аспектов, прежде всего теоретических — оно заняло передовые позиции в мировой науке. Например, в области математической экономики и эконометрии (не говоря уже об открытиях Л.В.Канторовича) широко известны советские исследования процессов оптимального экономического роста (В.Л.Макаров, С.М.Мовшович, А.М.Рубинов и др.), ряд моделей экономического равновесия; сделанная еще в 1976 г. В.М.Полтеровичем попытка синтеза теории равновесия и теории экономического роста; работы отечественных ученых в области теории игр, теории группового (социального) выбора и многие другие. В каком-то смысле опережая время, экономисты-математики еще в 70-е гг. приступили к моделированию и изучению таких явлений, приобретших острую актуальность в период перестройки, как «самоусиление дефицита», экономика двух рынков — с фиксированными и гибкими ценами, функционирование экономики в условиях неравновесия. Активно развивается математический аппарат, в частности, такие его разделы, как линейное и нелинейное программирование (Е.Г.Гольштейн), дискретное программирование (А.А.Фридман), теория оптимального управления (Л.С.Понтрягин и его школа), методы прикладного математико-статистического анализа (С.А.Айвазян). За последние годы развернулось широкое использование имитационных методов, являющихся характерной чертой современного этапа развития экономико-математических методов. Хотя сама по себе идея машинной имитации зародилась существенно раньше, ее практическая реализация оказалась возможной именно теперь, когда появились электронные вычислительные машины новых поколений, обеспечивающие прямой диалог человека с машиной. Наконец, новым направлением прикладной работы, синтезирующим достижения в области экономико-математического моделирования и информатики, стала разработка и реализация концепции АРМ (автоматизированного рабочего места плановика и экономиста), а также концепции стендового экспериментирования над экономическими системами (В.Л.Макаров). Начинается (во всяком случае должна начинаться) переориентация Э.-м.и. на изучение путей формирования и эффективного функционирования рынка (особенно переходного процесса — это самостоятельная тема). Тут может быть использован богатый арсенал экономико-математических методов, накопленный не только в нашей стране, но и в странах с развитой рыночной экономикой.
[ http://slovar-lopatnikov.ru/]Тематики
EN
Англо-русский словарь нормативно-технической терминологии > economico-mathematical studies in the ex-USSR and russia
-
15 fault
- ток повреждения
- сверхток
- сброс
- сбой
- разлом
- повреждение (цепи, линии, устройства)
- повреждение (во взрывозащите)
- повреждение
- ошибка
- отказ
- ненормальный режим работы
- неисправность
- неисправное состояние
- нарушение
- короткое замыкание
- дизъюктивное нарушение
- дефект
- выход из строя
- аварийное сообщение
аварийное сообщение
-Параллельные тексты EN-RU
The system offers diagnostic and statistics functions and configurable warnings and faults, allowing better prediction of component maintenance, and provides data to continuously improve the entire system.
[Schneider Electric]Система (управления электродвигателем) предоставляет оператору различную диагностическую и статистическую информацию и позволяет сконфигурировать предупредительные и аварийные сообщения, что дает возможность лучше планировать техническое обслуживание и постоянно улучшать систему в целом.
[Перевод Интент]Various alarm notifications are available to indicate a compromised security state such as forced entry and door position.
[APC]Устройство может формировать различные аварийные сообщения о нарушении защиты, например, о несанкционированном проникновении или об изменении положения двери.
[Перевод Интент]
Тематики
EN
выход из строя
—
[Я.Н.Лугинский, М.С.Фези-Жилинская, Ю.С.Кабиров. Англо-русский словарь по электротехнике и электроэнергетике, Москва, 1999 г.]
выход системы из строя
вследствие отказа аппаратного или программного обеспечения либо средств связи
[Англо-русский толковый словарь терминов и сокращений по ВТ, Интернету и программированию. © 1998-2007 гг., Э.М. Пройдаков, Л.А. Теплицкий. 13,8 тыс. статей.]
выход из строя
-
[Интент]Единичные выходы из строя в процессе испытаний элементов электронной техники (микросхем, электровакуумных и полупроводниковых приборов, конденсаторов, резисторов, кварцевых резонаторов и т.д.), а также ламп накаливания и предохранителей не могут служить основанием для прекращения испытаний, если это не вызвано недостатком конструкции прибора.
При повторных выходах из строя тех же элементов испытания следует считать неудовлетворительными.
[ ГОСТ 24314-80]При выходе из строя отдельно стоящих вентиляторов на двигателях мельниц, дымососов, мельничных вентиляторов, вентиляторов первичного воздуха и т.д. необходимо при первой возможности, но не позже чем его допускается заводской инструкцией, отключить двигатель 6 кВ для ремонта вентилятора охлаждения двигателя.
[РД 34.20.565]Судовая электрическая сеть, предназначенная для передачи электроэнергии при выходе из строя линий электропередачи силовой сети или исчезновении напряжения
[ ГОСТ 22652-77]Тематики
Синонимы
EN
дизъюктивное нарушение
Относительное перемещение частей пластов вдоль плоскости их разрыва (геол.)
[ http://slovarionline.ru/anglo_russkiy_slovar_neftegazovoy_promyishlennosti/]Тематики
EN
короткое замыкание
Случайное или намеренное соединение резистором или импедансом со сравнительно низким сопротивлением двух или более точек в цепи, нормально находящихся под различным напряжением.
Случайное или намеренное низкоимпедансное или низкоомное соединение двух или более точек электрической цепи, нормально находящихся под разными электрическими потенциалами. (вариант компании Интент)
МЭК 60050(151-03-41) [2].
[ ГОСТ Р 50030. 1-2000 ( МЭК 60947-1-99)]
короткое замыкание
Случайный или преднамеренный проводящий путь между двумя или более проводящими частями, принуждающий различия электрических потенциалов между этими проводящими частями становиться равными или близкими к нулю.
Короткое замыкание обычно возникает в аварийном режиме электроустановки здания при повреждении изоляции токоведущих частей, находящихся под разными электрическими потенциалами, и возникновении между этими частями электрического контакта, имеющего пренебрежимо малое полное сопротивление. Короткое замыкание также может быть следствием ошибочных действий, совершаемых персоналом при монтаже и эксплуатации электроустановки здания, когда соединяют между собой проводящие части, которые в нормальном режиме находятся под разными электрическими потенциалами.
Короткое замыкание характеризуется током короткого замыкания, который, многократно превышая номинальный ток электрической цепи, может вызвать возгорание её элементов и явиться причиной пожара в здании. Поэтому в электроустановках зданий всегда проводят мероприятия, направленные на снижение вероятности возникновения короткого замыкания, а также выполняют защиту от короткого замыкания с помощью устройств защиты от сверхтока.
[ http://www.volt-m.ru/glossary/letter/%CA/view/27/]
короткое замыкание
Случайное или преднамеренное соединение двух или более проводящих частей, вызывающее снижение разности электрических потенциалов между этими частями до нуля или значения, близкого к нулю.
[ ГОСТ Р МЭК 60050-195-2005]
короткое замыкание
КЗ
замыкание, при котором токи в ветвях электроустановки, примыкающих к месту его возникновения, резко возрастают, превышая наибольший допустимый ток продолжительного режима
[Методические указания по защите распределительных электрических сетей напряжением 0,4-10 кВ от грозовых перенапряжений]EN
short-circuit
accidental or intentional conductive path between two or more conductive parts forcing the electric potential differences between these conductive parts to be equal to or close to zero
Source: 151-03-41 MOD
[IEV number 195-04-11]FR
court-circuit
chemin conducteur accidentel ou intentionnel entre deux ou plusieurs parties conductrices forçant les différences de potentiel électriques entre ces parties conductrices à être nulles ou proches de zéro
Source: 151-03-41 MOD
[IEV number 195-04-11]Параллельные тексты EN-RU
A short-circuit is a low impedance connection between two conductors at different voltages.
[ABB]Короткое замыкание представляет собой низкоомное соединение двух проводников, находящихся под разными потенциалами.
[Перевод Интент]Тематики
- электробезопасность
- электротехника, основные понятия
Синонимы
- КЗ
EN
DE
FR
нарушение
[Департамент лингвистических услуг Оргкомитета «Сочи 2014». Глоссарий терминов]EN
fault
Another term for offense.
[Департамент лингвистических услуг Оргкомитета «Сочи 2014». Глоссарий терминов]
Тематики
EN
неисправное состояние
Состояние объекта, при котором он не соответствует хотя бы одному из требований нормативно-технической и (или) конструкторской (проектной) документации.
[ ГОСТ 27.002-89]
[ОСТ 45.152-99]
неисправное состояние
неисправность
По ГОСТ 13377-75
[ ГОСТ 24166-80]
неисправное состояние
Состояние системы тревожной сигнализации, препятствующее реагированию системы на наличие опасности в соответствии с требованиями стандартов.
[ ГОСТ Р 50775-95]
[МЭК 839-1-1-88]Тематики
- надежность, основные понятия
- ремонт судов
- системы охраны и безопасности
- тех. обсл. и ремонт средств электросвязи
Обобщающие термины
Синонимы
EN
DE
FR
неисправность
отказ в работе
Состояние машины, характеризующееся неспособностью выполнять заданную функцию, исключая случаи проведения профилактического технического обслуживания, других запланированных действий или недостаток внешних ресурсов (например, отключение энергоснабжения).
Примечание 1
Неисправность часто является результатом повреждения самой машины, однако она может иметь место и без повреждения.
Примечание 2
На практике термины «неисправность», «отказ» и «повреждение» часто используются как синонимы.
[ ГОСТ Р ИСО 12100-1:2007]
неисправность
Состояние оборудования, характеризуемое его неспособностью выполнять требуемую функцию, исключая профилактическое обслуживание или другие планово-предупредительные действия, а также исключая неспособность выполнять требуемую функцию из-за недостатка внешних ресурсов.
Примечание - Неисправность часто является следствием отказа самого оборудования, но может существовать и без предварительного отказа.
[ГОСТ ЕН 1070-2003]
неисправность
Состояние технического объекта (элемента), характеризуемое его неспособностью выполнять требуемую функцию, исключая периоды профилактического технического обслуживания или другие планово-предупредительные действия, или в результате недостатка внешних ресурсов.
Примечания
1 Неисправность является часто следствием отказа самого технического объекта, но может существовать и без предварительного отказа.
2 Английский термин «fault» и его определение идентичны данному в МЭК 60050-191 (МЭС 191-05-01) [1]. В машиностроении чаще применяют французский термин «defaut» или немецкий термин «Fehler», чем термины «panne» и «Fehlzusstand», которые употребляют с этим определением.
[ ГОСТ Р ИСО 13849-1-2003]Тематики
EN
- abnormality
- abort
- abortion
- breakage
- breakdown
- bug
- defect
- disease
- disrepair
- disturbance
- fail
- failure
- failure occurrence
- fault
- faultiness
- fouling
- health problem
- layup
- malfunction
- problem
- shutdown
- trouble
DE
FR
ненормальный режим работы электротехнического изделия
Режим работы электротехнического изделия (электротехнического устройства, электрооборудования), при котором значение хотя бы одного из параметров режима выходит за пределы наибольшего или наименьшего рабочего значения.
[ ГОСТ 18311-80]
К ненормальным относятся режимы, связанные с отклонениями от допустимых значений величин тока, напряжения и частоты, опасные для оборудования или устойчивой работы энергосистемы.
Рассмотрим наиболее характерные ненормальные режимы.а) Перегрузка оборудования, вызванная увеличением тока сверх номинального значения. Номинальным называется максимальный ток, допускаемый для данного оборудования в течение неограниченного времени.
Если ток, проходящий по оборудованию, превышает номинальное значение, то за счет выделяемого им дополнительного тепла температура токоведущих частей и изоляции через некоторое время превосходит допустимую величину, что приводит к ускоренному износу изоляции и ее повреждению. Время, допустимое для прохождения повышенных токов, зависит от их величины. Характер этой зависимости показан на рис. 1-3 и определяется конструкцией оборудования и типом изоляционных материалов. Для предупреждения повреждения оборудования при его перегрузке необходимо принять меры к разгрузке или отключению оборудования.б) Качания в системах возникают при выходе из синхронизма работающих параллельно генераторов (или электростанций) А и В (рис. 1-2, б). При качаниях в каждой точке системы происходит периодическое изменение («качание») тока и напряжения. Ток во всех элементах сети, связывающих вышедшие из синхронизма генераторы А и В, колеблется от нуля до максимального значения, во много раз превышающего нормальную величину. Напряжение падает от нормального до некоторого минимального значения, имеющего разную величину в каждой точке сети. В точке С, называемой электрическим центром качаний, оно снижается до нуля, в остальных точках сети напряжение падает, но остается больше нуля, нарастая от центра качания С к источникам питания А и В. По характеру изменения тока и напряжения качания похожи на к. з. Возрастание тока вызывает нагревание оборудования, а уменьшение напряжения нарушает работу всех потребителей системы. Качание — очень опасный ненормальный режим, отражающийся на работе всей энергосистемы.
в) Повышение напряжения сверх допустимого значения возникает обычно на гидрогенераторах при внезапном отключении их нагрузки. Разгрузившийся гидрогенератор увеличивает частоту вращения, что вызывает возрастание э. д. с. статора до опасных для его изоляции значений. Защита в таких случаях должна снизить ток возбуждения генератора или отключить его.
Опасное для изоляции оборудования повышение напряжения может возникнуть также при одностороннем отключении или включении длинных линий электропередачи с большой емкостной проводимостью.
Кроме отмеченных ненормальных режимов, имеются и другие, ликвидация которых возможна при помощи релейной защиты.[Чернобровов Н. В. Релейная защита. Учебное пособие для техникумов]
Тематики
- изделие электротехническое
- релейная защита
- электротехника, основные понятия
Синонимы
EN
отказ
Нарушение способности оборудования выполнять требуемую функцию.
Примечания
1. После отказа оборудование находится в неисправном состоянии.
2. «Отказ» является событием, в отличие от «неисправности», которая является состоянием.
3. Это понятие, как оно определено, не применяют коборудованиюобъекту, состоящему только из программных средств.
4. На практике термины «отказ» и «неисправность» часто используют как синонимы.
[ГОСТ ЕН 1070-2003]
[ ГОСТ Р ИСО 13849-1-2003]
[ ГОСТ Р МЭК 60204-1-2007]
отказ
Событие, заключающееся в нарушении работоспособного состояния объекта.
[ ГОСТ 27.002-89]
[ОСТ 45.153-99]
[СТО Газпром РД 2.5-141-2005]
[СО 34.21.307-2005]
отказ
Событие, заключающееся в нарушении работоспособного состояния машины и (или) оборудования вследствие конструктивных нарушений при проектировании, несоблюдения установленного процесса производства или ремонта, невыполнения правил или инструкций по эксплуатации.
[Технический регламент о безопасности машин и оборудования]EN
failure
the termination of the ability of an item to perform a required function
NOTE 1 – After failure the item has a fault.
NOTE 2 – "Failure" is an event, as distinguished from "fault", which is a state.
NOTE 3 – This concept as defined does not apply to items consisting of software only.
[IEV number 191-04-01]
NOTE 4 - In practice, the terms fault and failure are often used synonymously
[IEC 60204-1-2006]FR
défaillance
cessation de l'aptitude d'une entité à accomplir une fonction requise
NOTE 1 – Après défaillance d'une entité, cette entité est en état de panne.
NOTE 2 – Une défaillance est un passage d'un état à un autre, par opposition à une panne, qui est un état.
NOTE 3 – La notion de défaillance, telle qu'elle est définie, ne s'applique pas à une entité constituée seulement de logiciel.
[IEV number 191-04-01]Тематики
- безопасность в целом
- безопасность гидротехнических сооружений
- безопасность машин и труда в целом
- газораспределение
- надежность средств электросвязи
- надежность, основные понятия
Обобщающие термины
EN
DE
FR
повреждение
Повреждение любого элемента, разделения, изоляции или соединения между элементами, не являющихся неповреждаемыми по МЭК 60079-11 [8], при проведении испытаний на искробезопасность.
[ ГОСТ Р МЭК 60050-426-2006]
Тематики
EN
повреждение (цепи, линии, устройства)
-
[Интент]Тематики
- выключатель автоматический
- релейная защита
- электротехника, основные понятия
EN
разлом
—
[ http://www.eionet.europa.eu/gemet/alphabetic?langcode=en]EN
fault
A fracture or a zone of fractures along which there has been displacement of the sides relative to one another parallel to the fracture. (Source: BJGEO)
[http://www.eionet.europa.eu/gemet/alphabetic?langcode=en]Тематики
EN
DE
FR
сбой
Самоустраняющийся отказ или однократный отказ, устраняемый незначительным вмешательством оператора.
[ ГОСТ 27.002-89]
[ОСТ 45.153-99]
[СТО Газпром РД 2.5-141-2005]
сбой
Ненормальный режим, который может вызвать уменьшение или потерю способности функционального блока выполнять требуемую функцию.
Примечание
МЭС 191-05-01 определяет «сбой» как состояние, характеризуемое неспособностью выполнить необходимую функцию, исключая неспособности, возникающие во время профилактического ухода или других плановых мероприятий, либо в результате недостатка внешних ресурсов. Иллюстрация к этим двум точкам зрения показана на рисунке [ ИСО / МЭК 2382-14-01-10].
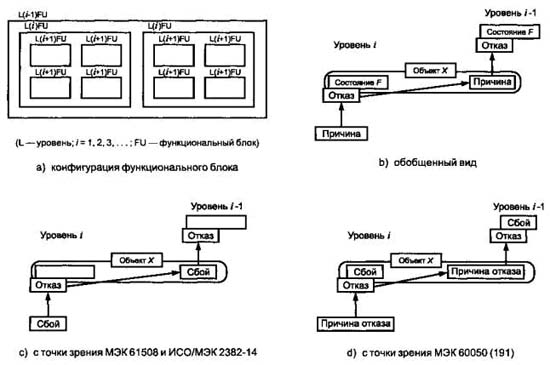
[ ГОСТ Р МЭК 61508-4-2007]Тематики
- газораспределение
- надежность средств электросвязи
- надежность, основные понятия
Обобщающие термины
EN
сброс
Разрывное нарушение, при котором сместитель падает в сторону опущенного крыла (висячее крыло опущено относительно лежачего).
[ Словарь геологических терминов и понятий. Томский Государственный Университет]Тематики
- геология, геофизика
Обобщающие термины
EN
сверхток
Любой ток, превышающий номинальный
МЭК 60050(441-11-06).
[ ГОСТ Р 50030. 1-2000 ( МЭК 60947-1-99)]
[ ГОСТ Р 50345-99( МЭК 60898-95)]
сверхток
Электрический ток, превышающий номинальный электрический ток.
Сверхток представляет собой любой электрический ток, величина которого превышает номинальный ток какого-либо элемента электроустановки здания или используемого в ней электрооборудования, например: номинальный ток электрической цепи, допустимый длительный ток проводника, номинальный ток автоматического выключателя и т. д. В нормативной и правовой документации различают два основных вида сверхтока – ток перегрузки и ток короткого замыкания.
Появление сверхтока в каком-либо элементе электроустановки здания может привести к его перегреву, возгоранию и, как следствие, к возникновению пожара в здании. Поэтому в электроустановках зданий выполняют защиту от сверхтока.
[ http://www.volt-m.ru/glossary/letter/%D1/view/59/]
сверхток
сверхток в электротехническом изделии
Ток, значение которого превосходит наибольшее рабочее значение тока электротехнического изделия (устройства).
[ ГОСТ 18311-80]
сверхток
Электрический ток, превышающий номинальный электрический ток.
Примечание - Для проводников номинальный ток считается равным длительному допустимому току.
[ ГОСТ Р МЭК 60050-826-2009]
Сверхток может оказывать или может не оказывать вредные воздействия в зависимости от его величины и продолжительности. Сверхтоки могут возникать в результате перегрузок в электроприемниках или при повреждениях, таких как короткие замыкания или замыканиях на землю
[ ГОСТ Р 50571. 1-2009 ( МЭК 60364-1: 2005)]
сверхток
Любой ток, превышающий номинальное значение. Для проводов номинальным значением является допустимый ток.
[ ГОСТ Р МЭК 60204-1-2007]EN
overcurrent
electric current exceeding the rated electric current
NOTE – For conductors, the rated current is considered as equal to the current-carrying capacity
[IEV number 826-11-14]
over-current
<>current exceeding the rated current
<>[IEC 61095, ed. 2.0 (2009-02)]
over-current
electric current the value of which exceeds a specified limiting value
[IEV number 151-15-28]
[IEV number 442-01-20]FR
surintensité, f
courant électrique supérieur au courant électrique assigné
NOTE – Pour des conducteurs, on considère que le courant assigné est égal au courant admissible.
[IEV number 826-11-14]
surintensité
courant supérieur au courant assigné
[IEC 61095, ed. 2.0 (2009-02)]
[IEV number 442-01-20]
surintensité, f
courant électrique dont la valeur dépasse une valeur limite spécifiée
[IEV number 151-15-28]Параллельные тексты EN-RU The design of LV installations leads to basic protection devices being fitted for three types of faults:
-
overloads
-
short-circuits
-
insulation faults
Низковольтные электроустановки должны быть оснащены устройствами защиты трех типов:
-
от перегрузки;
-
от короткого замыкания;
- от токов утечки.
[Перевод Интент]
Примечание.
Слово fault в данном случае пришлось опустить, поскольку:
- его нельзя перевести как "неисправность", т. к. возникновение перегрузки ( overload) не является неисправностью;
- его нельзя перевести как "сверхток", т. к. ток утечки не является сверхтоком.The chosen switchgear must withstand and eliminate faults at optimised cost with respect to the necessary performance.
[Schneider Electric]Выбранная аппаратура распределения должна иметь такие характеристики, чтобы рентабельно выдерживать и ограничивать сверхтоки.
[Перевод Интент]Тематики
Синонимы
EN
DE
FR
ток повреждения
Ток, возникающий в результате пробоя или перекрытия изоляции.
[ ГОСТ Р 51321. 1-2000 ( МЭК 60439-1-92)]
ток повреждения
Ток, который протекает через данную точку повреждения в результате повреждения изоляции.
[ ГОСТ Р МЭК 60050-826-2009]EN
fault current
current resulting from an insulation failure, the bridging of insulation or incorrect connection in an electrical circuit
[IEC 61439-1, ed. 2.0 (2011-08)]
fault current
current which flows across a given point of fault resulting from an insulation fault
[IEV number 826-11-11]FR
courant de défaut
courant résultant d'un défaut de l'isolation, du contournement de l’isolation ou d’un raccordement incorrect dans un circuit électrique
[IEC 61439-1, ed. 2.0 (2011-08)]
courant de défaut, m
courant s'écoulant en un point de défaut donné, consécutivement à un défaut de l'isolation
[IEV number 826-11-11]Тематики
EN
DE
- Fehlerstrom, m
FR
- courant de défaut, m
3.7.2 повреждение (fault): Повреждение любого элемента, разделения, изоляции или соединения между элементами, не являющимися по настоящему стандарту не повреждаемыми, от которых зависит искробезопасность цепи.
Источник: ГОСТ Р 52350.11-2005: Электрооборудование для взрывоопасных газовых сред. Часть 11. Искробезопасная электрическая цепь "I" оригинал документа
3.16 неисправность (fault): Состояние объекта, характеризующееся неспособностью исполнять требуемую функцию, исключая время профилактического технического обслуживания или других запланированных действий, или простои из-за недостатка внешних ресурсов
Примечание - Неисправность часто является результатом отказа объекта, но может существовать и без отказа.
Источник: ГОСТ Р 51901.6-2005: Менеджмент риска. Программа повышения надежности оригинал документа
3.6 неисправность (fault): Состояние элемента, характеризующееся неспособностью исполнять требуемую функцию, исключая период технического обслуживания, ремонта или других запланированных действий, а также из-за недостатка внешних ресурсов.
Примечание - Неисправность часто является результатом отказа элемента, но может существовать и без предшествующего отказа.
Источник: ГОСТ Р 51901.5-2005: Менеджмент риска. Руководство по применению методов анализа надежности оригинал документа
3.5 неисправность (fault): Состояние объекта, когда один из его элементов или группа элементов проявляют признаки деградации или нарушения работы, что может привести к отказу машины.
Примечания
1 Неисправность часто является следствием отказа, но может иметь место и при его отсутствии.
2 Состояние объекта не рассматривают как неисправное, если оно возникло вследствие запланированных процедур или нехватки внешних ресурсов.
Источник: ГОСТ Р ИСО 13379-2009: Контроль состояния и диагностика машин. Руководство по интерпретации данных и методам диагностирования оригинал документа
3.3 неисправность (fault): Состояние объекта, при котором он не способен выполнять требуемую функцию, за исключением такой неспособности при техническом обслуживании или других плановых мероприятиях или вследствие нехватки внешних ресурсов.
Примечания
1 Неисправность часто является следствием отказа объекта, но может иметь место и без него.
2 В настоящем стандарте термин «неисправность» используется наряду с термином «отказ» по историческим причинам.
Источник: ГОСТ Р 51901.12-2007: Менеджмент риска. Метод анализа видов и последствий отказов оригинал документа
3.1.30 ошибка (fault): Разность между погрешностью весоизмерительного датчика и основной погрешностью весоизмерительного датчика (см. 3.1.34).
Источник: ГОСТ Р 8.726-2010: Государственная система обеспечения единства измерений. Датчики весоизмерительные. Общие технические требования. Методы испытаний оригинал документа
3.6 дефект (fault): Неисправность или ошибка в компоненте технического обеспечения, программного обеспечения или системы
[МЭК 61513, пункт 3.22]
Примечание 1 - Дефекты могут подразделяться на случайные, например, в результате ухудшения аппаратных средств из-за старения, и систематические, например, ошибки в программном обеспечении, которые вытекают из погрешностей проектирования.
Примечание 2 - Дефект (в особенности дефект проекта) может остаться необнаруженным в системе до тех пор, пока не окажется, что полученный результат не соответствует намеченной функции, то есть возникает отказ.
Примечание 3 - См. также «ошибка программного обеспечения» и «случайный дефект».
Источник: ГОСТ Р МЭК 62340-2011: Атомные станции. Системы контроля и управления, важные для безопасности. Требования по предотвращению отказов по общей причине оригинал документа
3.2 неисправность (fault): Состояние объекта, когда один из его элементов или группа элементов проявляет признаки деградации или нарушения работы, что может привести к отказу машины.
Примечание - Неисправность может привести к отказу.
Источник: ГОСТ Р ИСО 17359-2009: Контроль состояния и диагностика машин. Общее руководство по организации контроля состояния и диагностирования оригинал документа
3.17 дефект (fault): Неисправность или ошибка в компоненте технического обеспечения, программного обеспечения или системы.
[МЭК 61513, пункт 3.22]
Источник: ГОСТ Р МЭК 60880-2010: Атомные электростанции. Системы контроля и управления, важные для безопасности. Программное обеспечение компьютерных систем, выполняющих функции категории А оригинал документа
3.6.1 сбой (fault): Ненормальный режим, который может вызвать уменьшение или потерю способности функционального блока выполнять требуемую функцию.
Примечание - МЭС 191-05-01 определяет «сбой» как состояние, характеризуемое неспособностью выполнить необходимую функцию, исключая неспособности, возникающие во время профилактического ухода или других плановых мероприятий, либо в результате недостатка внешних ресурсов. Иллюстрация к этим двум точкам зрения показана на рисунке 4 [ИСО/МЭК 2382-14-01-10].
Источник: ГОСТ Р МЭК 61508-4-2007: Функциональная безопасность систем электрических, электронных, программируемых электронных, связанных с безопасностью. Часть 4. Термины и определения оригинал документа
3.22 дефект (fault): Дефект в аппаратуре, программном обеспечении или в компоненте системы (см. рисунок 3).
Примечание 1 -Дефекты могут быть результатом случайных отказов, которые возникают, например, из-за деградации аппаратуры в результате старения; возможны систематические дефекты, например, в результате дефектов в программном обеспечении, возникающих из-за ошибок при проектировании.
Примечание 2 - Дефект (особенно дефекты, связанные с проектированием) может оставаться незамеченным, пока сохраняются условия, при которых он не отражается на выполнении функции, т.е. пока не произойдет отказ.
Примечание 3 - См. также «дефект программного обеспечения».
Источник: ГОСТ Р МЭК 61513-2011: Атомные станции. Системы контроля и управления, важные для безопасности. Общие требования оригинал документа
4.10.1 ошибка (fault): Разность между погрешностью показаний и погрешностью прибора.
Источник: ГОСТ Р ЕН 1434-1-2011: Теплосчетчики. Часть 1. Общие требования
Англо-русский словарь нормативно-технической терминологии > fault
-
16 Bioinformatics
Биоинформатика — новое направление исследований, использующее математические и алгоритмические методы для решения молекулярно-биологических задач. В отечественной генетике зарождение этого направления тесно связано со становлением и развитием Института цитологии и генетики СО АН СССР в Новосибирском Академгородке. Первая международная конференция по Б. регуляции и структуры генома в странах СНГ была организована и проведена в этом институте (24–31 августа 1998 г.). Совершенствование экспериментальных методов приводит к экспоненциальному росту молекулярно-биологических данных и возникновению абсолютно новой для биологии междисциплинарной задачи анализа и хранения информации из лабораторий, рассеянных по всему миру. Задачи Б. можно определить как развитие и использование математических и компьютерных методов для решения проблем молекулярной биологии. Выделяют: (1) Задачу поддержания и обновления баз данных. Современная эра в молекулярной биологии началась с момента открытия двойной спирали Уотсоном и Криком в 1953 г. Эта революция породила большой объем данных полученных прямым чтением ДНК из разных участков геномов. Быстрое секвенирование стало возможно 10 лет назад, первый полностью секвенированный геном — геном бактерии Haemophilus influenzae, 1800 т.п.н. В 1996 г. закончено секвенирование первого генома эукариот, генома дрожжей (10 млн п.н.) и секвенирование продолжается со скоростью более 7 миллионов нуклеотидов в год. Знание геномной ДНК в значительной мере сделало возможным ряд фундаментальных биологических открытий, таких как интроны, самосплайсирующиеся РНК (см. РНК-процессинг), обратная транскрипция и псевдогены. Однако существующие базы данных не вполне адекватны требованиям молекулярных биологов: одной из нерешенных проблем является создание программного обеспечения для простого и гибкого доступа к данным. (2) Другой класс задач в большей степени ориентирован на поиск оптимальных алгоритмов для анализа последовательностей. Типичным примером такой задачи является задача выравнивания: как выявить сходство между двумя последовательностями, зная их нуклеотидный состав? Задача решается множество раз в день, поэтому нужен оптимальный алгоритм с минимальным временем выравнивания. (3) Можно также выделить ряд направлений современной Б.: создание и поддержка баз данных (БД) регуляторных последовательностей и белков; БД по регуляции генной экспрессии; БД по генным сетям; компьютерный анализ и моделирование метаболических путей; компьютерные методы анализа и распознавания в геноме регуляторных последовательностей; методы анализа и предсказания активности функциональных сайтов в нуклеотидных последовательностях геномов; компьютерные технологии для изучения генной регуляции; предсказания структуры генов; моделирование транскрипционного и трансляционного контроля генной экспрессии; широкомасштабный геномный анализ и функциональное аннотирование нуклеотидных последовательностей; поиск объективных методов аннотирования и выявления различных сигналов в нуклеотидных последовательностях; эволюция регуляторных последовательностей в геномах; характеристики белковой структуры, связанные с регуляцией; экспериментальные исследования механизмов генной экспрессии и развитие интерфейса, связывающего экспериментальные данные с компьютерным анализом геномов. Первые работы по компьютерному анализу последовательностей биополимеров появились еще в 1960-1970-х годах, однако формирование вычислительной биологии как самостоятельной области началось в 1980-х годах после развития методов массового секвенирования ДНК. С точки зрения биолога-экспериментатора, можно выделить пять направлений вычислительной биологии: непосредственная поддержка эксперимента (физическое картирование (см. Физическая карта), создание контиг (см.) и т.п.), организация и поддержание банков данных, анализ структуры и функции ДНК и белков, эволюционные и филогенетические исследования, а также собственно статистический анализ нуклеотидных последовательностей. Разумеется, границы между этими направлениями в значительной мере условны: результаты распознавания белок-кодирующих областей используются в экспериментах по идентификации генов, одним из основных методов предсказания функции белков является поиск сходных белков в базах данных, а для осуществления детального предсказания клеточной роли белка необходимо привлекать филогенетические соображения. В 1982 г. возникли GenBank и EMBL — основные банки нуклеотидных последовательностей. Вскоре после этого были созданы программы быстрого поиска по банку — FASTA и затем BLAST. Позднее были разработаны методы анализа далеких сходств и выделения функциональных паттернов в белках. Оказалось, что даже при отсутствии близких гомологов, можно достаточно уверенно предсказывать функции белков. Эти методы с успехом применялись при анализе вирусных геномов, а затем и позиционно клонированных генов человека. Алгоритмы анализа функциональных сигналов в ДНК ( промоторов, операторов, сайтов связывания рибосом) менее надежны, однако и они в ряде случаев были успешно применены, напр., при анализе пуринового регулона Escherichia coli. Идет активная работа над созданием алгоритмов предсказания вторичной структуры РНК. Алгоритмические аспекты этой проблемы были разрешены достаточно быстро, однако оказалось, что точность экспериментально определенных физических параметров не позволяет осуществлять надежные предсказания. В то же время, сравнительный подход, позволяющий построить общую структуру для группы родственных или выполняющих одну и ту же функцию РНК, дает существенно более точные результаты. Другим важным достижением, связанным с рибосомальными РНК, стало построение эволюционного древа прокариот и вытекающей из него естественной классификации бактерий, используемой в банках нуклеотидных последовательностей, в частности GenBank. Статистическая информация (в виде предсказания GenScan), последовательности гомологичных белков и последовательности EST являются исходным материалом для предсказания генов в последовательностях ДНК человека программой ААТ. Алгоритмы, объединяющие анализ функциональных сигналов в нуклеотидных последовательностях и предсказание вторичной структуры РНК, используются для поиска генов тРНК и самосплайсирующихся интронов. Одновременный анализ белковых гомологий и функциональных сигналов позволил получить интересные результаты при эволюцию системы репликации по механизму катящегося кольца. Опыт показывает, что надежное предсказание функции белка по аминокислотной последовательности возможно лишь при одновременном применении разнонаправленных программ структурного и функционального анализа. Основное — это приближение теоретических методов к биологической практике. Во-первых, вновь создаваемые алгоритмы все ближе имитируют работу биолога. В частности, был формализован итеративный подход к поиску родственных белков в банках данных, позволяющий работать со слабыми гомологиями и искать отдаленные члены белковых семейств. При этом все члены семейства, идентифицированные на очередном шаге, используются для создания очередного образа семейства, являющегося основой для следующего запроса к базе данных. Другим примером являются алгоритмы, формализующие сравнительный подход к предсказанию вторичной структуры регуляторных РНК. Во-вторых, создаваемые алгоритмы непосредственно приближаются к экспериментальной практике. Так, повышение избирательности методов распознавания белок-кодирующих областей (возможно, за счет уменьшения чувствительности) позволяет осуществлять предсказание специфичных гибридизационных зондов и затравок ПЦР. Наконец, развитие Интернета — электронной почты и затем WWW — сняло зависимость от модели компьютера и операционной системы и сделало программы универсальным рабочим инструментом.Англо-русский толковый словарь генетических терминов > Bioinformatics
-
17 remote maintenance
дистанционное техническое обслуживание
Техническое обслуживание объекта, проводимое под управлением персонала без его непосредственного присутствия.
[ОСТ 45.152-99 ]Параллельные тексты EN-RU из ABB Review. Перевод компании Интент
Service from afarДистанционный сервисABB’s Remote Service concept is revolutionizing the robotics industryРазработанная АББ концепция дистанционного обслуживания Remote Service революционизирует робототехникуABB robots are found in industrial applications everywhere – lifting, packing, grinding and welding, to name a few. Robust and tireless, they work around the clock and are critical to a company’s productivity. Thus, keeping these robots in top shape is essential – any failure can lead to serious output consequences. But what happens when a robot malfunctions?Роботы АББ используются во всех отраслях промышленности для перемещения грузов, упаковки, шлифовки, сварки – всего и не перечислить. Надежные и неутомимые работники, способные трудиться день и ночь, они представляют большую ценность для владельца. Поэтому очень важно поддерживать их в надлежащей состоянии, ведь любой отказ может иметь серьезные последствия. Но что делать, если робот все-таки сломался?ABB’s new Remote Service concept holds the answer: This approach enables a malfunctioning robot to alarm for help itself. An ABB service engineer then receives whole diagnostic information via wireless technology, analyzes the data on a Web site and responds with support in just minutes. This unique service is paying off for customers and ABB alike, and in the process is revolutionizing service thinking.Ответом на этот вопрос стала новая концепция Remote Service от АББ, согласно которой неисправный робот сам просит о помощи. C помощью беспроводной технологии специалист сервисной службы АББ получает всю необходимую диагностическую информацию, анализирует данные на web-сайте и через считанные минуты выдает рекомендации по устранению отказа. Эта уникальная возможность одинаково ценна как для заказчиков, так и для самой компании АББ. В перспективе она способна в корне изменить весь подход к организации технического обслуживания.Every minute of production downtime can have financially disastrous consequences for a company. Traditional reactive service is no longer sufficient since on-site service engineer visits also demand great amounts of time and money. Thus, companies not only require faster help from the service organization when needed but they also want to avoid disturbances in production.Каждая минута простоя производства может привести к губительным финансовым последствиям. Традиционная организация сервиса, предусматривающая ликвидацию возникающих неисправностей, становится все менее эффективной, поскольку вызов сервисного инженера на место эксплуатации робота сопряжен с большими затратами времени и денег. Предприятия требуют от сервисной организации не только более быстрого оказания помощи, но и предотвращения возможных сбоев производства.In 2006, ABB developed a new approach to better meet customer’s expectations: Using the latest technologies to reach the robots at customer sites around the world, ABB could support them remotely in just minutes, thereby reducing the need for site visits. Thus the new Remote Service concept was quickly brought to fruition and was launched in mid-2007. Statistics show that by using the system the majority of production stoppages can be avoided.В 2006 г. компания АББ разработала новый подход к удовлетворению ожиданий своих заказчиков. Использование современных технологий позволяет специалистам АББ получать информацию от роботов из любой точки мира и в считанные минуты оказывать помощь дистанционно, в результате чего сокращается количество выездов на место установки. Запущенная в середине 2007 г. концепция Remote Service быстро себя оправдала. Статистика показывает, что её применение позволило предотвратить большое число остановок производства.Reactive maintenance The hardware that makes ABB Remote Service possible consists of a communication unit, which has a function similar to that of an airplane’s so-called black box 1. This “service box” is connected to the robot’s control system and can read and transmit diagnostic information. The unit not only reads critical diagnostic information that enables immediate support in the event of a failure, but also makes it possible to monitor and analyze the robot’s condition, thereby proactively detecting the need for maintenance.Устранение возникающих неисправностей Аппаратное устройство, с помощью которого реализуется концепция Remote Service, представляет собой коммуникационный блок, работающий аналогично черному ящику самолета (рис. 1). Этот блок считывает диагностические данные из контроллера робота и передает их по каналу GSM. Считывается не только информация, необходимая для оказания немедленной помощи в случае отказа, но и сведения, позволяющие контролировать и анализировать состояние робота для прогнозирования неисправностей и планирования технического обслуживания.If the robot breaks down, the service box immediately stores the status of the robot, its historical data (as log files), and diagnostic parameters such as temperature and power supply. Equipped with a built-in modem and using the GSM network, the box transmits the data to a central server for analysis and presentation on a dedicated Web site. Alerts are automatically sent to the nearest of ABB’s 1,200 robot service engineers who then accesses the detailed data and error log to analyze the problem.При поломке робота сервисный блок немедленно сохраняет данные о его состоянии, сведения из рабочего журнала, а также значения диагностических параметров (температура и характеристики питания). Эти данные передаются встроенным GSM-модемом на центральный сервер для анализа и представления на соответствующем web-сайте. Аварийные сообщения автоматически пересылаются ближайшему к месту аварии одному из 1200 сервисных инженеров-робототехников АББ, который получает доступ к детальной информации и журналу аварий для анализа возникшей проблемы.A remotely based ABB engineer can then quickly identify the exact fault, offering rapid customer support. For problems that cannot be solved remotely, the service engineer can arrange for quick delivery of spare parts and visit the site to repair the robot. Even if the engineer must make a site visit, service is faster, more efficient and performed to a higher standard than otherwise possible.Специалист АББ может дистанционно идентифицировать отказ и оказать быструю помощь заказчику. Если неисправность не может быть устранена дистанционно, сервисный инженер организовывает доставку запасных частей и выезд ремонтной бригады. Даже если необходимо разрешение проблемы на месте, предшествующая дистанционная диагностика позволяет минимизировать объем работ и сократить время простоя.Remote Service enables engineers to “talk” to robots remotely and to utilize tools that enable smart, fast and automatic analysis. The system is based on a machine-to-machine (M2M) concept, which works automatically, requiring human input only for analysis and personalized customer recommendations. ABB was recognized for this innovative solution at the M2M United Conference in Chicago in 2008 Factbox.Remote Service позволяет инженерам «разговаривать» с роботами на расстоянии и предоставляет в их распоряжение интеллектуальные средства быстрого автоматизированного анализа. Система основана на основе технологии автоматической связи машины с машиной (M2M), где участие человека сводится к анализу данных и выдаче рекомендаций клиенту. В 2008 г. это инновационное решение от АББ получило приз на конференции M2M United Conference в Чикаго (см. вставку).Proactive maintenanceRemote Service also allows ABB engineers to monitor and detect potential problems in the robot system and opens up new possibilities for proactive maintenance.Прогнозирование неисправностейRemote Service позволяет инженерам АББ дистанционно контролировать состояние роботов и прогнозировать возможные неисправности, что открывает новые возможности по организации профилактического обслуживания.The service box regularly takes condition measurements. By monitoring key parameters over time, Remote Service can identify potential failures and when necessary notify both the end customer and the appropriate ABB engineer. The management and storage of full system backups is a very powerful service to help recover from critical situations caused, for example, by operator errors.Сервисный блок регулярно выполняет диагностические измерения. Непрерывно контролируя ключевые параметры, Remote Service может распознать потенциальные опасности и, при необходимости, оповещать владельца оборудования и соответствующего специалиста АББ. Резервирование данных для возможного отката является мощным средством, обеспечивающим восстановление системы в критических ситуациях, например, после ошибки оператора.The first Remote Service installation took place in the automotive industry in the United States and quickly proved its value. The motherboard in a robot cabinet overheated and the rise in temperature triggered an alarm via Remote Service. Because of the alarm, engineers were able to replace a faulty fan, preventing a costly production shutdown.Первая система Remote Service была установлена на автозаводе в США и очень скоро была оценена по достоинству. Она обнаружила перегрев материнской платы в шкафу управления роботом и передала сигнал о превышении допустимой температуры, благодаря чему инженеры смогли заменить неисправный вентилятор и предотвратить дорогостоящую остановку производства.MyRobot: 24-hour remote access
Having regular access to a robot’s condition data is also essential to achieving lean production. At any time, from any location, customers can verify their robots’ status and access maintenance information and performance reports simply by logging in to ABB’s MyRobot Web site. The service enables customers to easily compare performances, identify bottlenecks or developing issues, and initiate the mostСайт MyRobot: круглосуточный дистанционный доступДля того чтобы обеспечить бесперебойное производство, необходимо иметь регулярный доступ к информации о состоянии робота. Зайдя на соответствующую страницу сайта MyRobot компании АББ, заказчики получат все необходимые данные, включая сведения о техническом обслуживании и отчеты о производительности своего робота. Эта услуга позволяет легко сравнивать данные о производительности, обнаруживать возможные проблемы, а также оптимизировать планирование технического обслуживания и модернизации. С помощью MyRobot можно значительно увеличить выпуск продукции и уменьшить количество выбросов.Award-winning solutionIn June 2008, the innovative Remote Service solution won the Gold Value Chain award at the M2M United Conference in Chicago. The value chain award honors successful corporate adopters of M2M (machine–to-machine) technology and highlights the process of combining multiple technologies to deliver high-quality services to customers. ABB won in the categoryof Smart Services.Приз за удачное решениеВ июне 2008 г. инновационное решение Remote Service получило награду Gold Value Chain (Золотая цепь) на конференции M2M United Conference в Чикаго. «Золотая цепь» присуждается за успешное масштабное внедрение технологии M2M (машина – машина), а также за достижения в объединении различных технологий для предоставления высококачественных услуг заказчикам. АББ одержала победу в номинации «Интеллектуальный сервис».Case study: Tetley Tetley GB Ltd is the world’s second-largest manufacturer and distributor of tea. The company’s manufacturing and distribution business is spread across 40 countries and sells over 60 branded tea bags. Tetley’s UK tea production facility in Eaglescliffe, County Durham is the sole producer of Tetley tea bags 2.Пример применения: Tetley Компания TetleyGB Ltd является вторым по величине мировым производителем и поставщиком чая. Производственные и торговые филиалы компании имеются в 40 странах, а продукция распространяется под 60 торговыми марками. Чаеразвесочная фабрика в Иглсклифф, графство Дарем, Великобритания – единственный производитель чая Tetley в пакетиках (рис. 2).ABB offers a flexible choice of service agreements for both new and existing robot installations, which can help extend the mean time between failures, shorten the time to repair and lower the cost of automated production.Предлагаемые АББ контракты на выполнение технического обслуживания как уже имеющихся, так и вновь устанавливаемых роботов, позволяют значительно увеличить среднюю наработку на отказ, сократить время ремонта и общую стоимость автоматизированного производства.Robots in the plant’s production line were tripping alarms and delaying the whole production cycle. The spurious alarms resulted in much unnecessary downtime that was spent resetting the robots in the hope that another breakdown could be avoided. Each time an alarm was tripped, several hours of production time was lost. “It was for this reason that we were keen to try out ABB’s Remote Service agreement,” said Colin Trevor, plant maintenance manager.Установленные в технологической линии роботы выдавали аварийные сигналы, задерживающие выполнение производственного цикла. Ложные срабатывания вынуждали перезапускать роботов в надежде предотвратить возможные отказы, в результате чего после каждого аварийного сигнала производство останавливалось на несколько часов. «Именно поэтому мы решили попробовать заключить с АББ контракт на дистанционное техническое обслуживание», – сказал Колин Тревор, начальник технической службы фабрики.To prevent future disruptions caused by unplanned downtime, Tetley signed an ABB Response Package service agreement, which included installing a service box and system infrastructure into the robot control systems. Using the Remote Service solution, ABB remotely monitors and collects data on the “wear and tear” and productivity of the robotic cells; this data is then shared with the customer and contributes to smooth-running production cycles.Для предотвращения ущерба в результате незапланированных простоев Tetley заключила с АББ контракт на комплексное обслуживание Response Package, согласно которому системы управления роботами были дооборудованы сервисными блоками с необходимой инфраструктурой. С помощью Remote Service компания АББ дистанционно собирает данные о наработке, износе и производительности роботизированных модулей. Эти данные предоставляются заказчику для оптимизации загрузки производственного оборудования.Higher production uptimeSince the implementation of Remote Service, Tetley has enjoyed greatly reduced robot downtime, with no further disruptions caused by unforeseen problems. “The Remote Service package has dramatically changed the plant,” said Trevor. “We no longer have breakdown issues throughout the shift, helping us to achieve much longer periods of robot uptime. As we have learned, world-class manufacturing facilities need world-class support packages. Remote monitoring of our robots helps us to maintain machine uptime, prevent costly downtime and ensures my employees can be put to more valuable use.”Увеличение полезного времениС момента внедрения Remote Service компания Tetley была приятно удивлена резким сокращением простоя роботов и отсутствием незапланированных остановок производства. «Пакет Remote Service резко изменил ситуацию на предприятии», – сказал Тревор. «Мы избавились от простоев роботов и смогли резко увеличить их эксплуатационную готовность. Мы поняли, что для производственного оборудования мирового класса необходим сервисный пакет мирового класса. Дистанционный контроль роботов помогает нам поддерживать их в рабочем состоянии, предотвращать дорогостоящие простои и задействовать наш персонал для выполнения более важных задач».Service accessRemote Service is available worldwide, connecting more than 500 robots. Companies that have up to 30 robots are often good candidates for the Remote Service offering, as they usually have neither the engineers nor the requisite skills to deal with robotics faults themselves. Larger companies are also enthusiastic about Remote Service, as the proactive services will improve the lifetime of their equipment and increase overall production uptime.Доступность сервисаСеть Remote Service охватывает более 700 роботов по всему миру. Потенциальными заказчиками Remote Service являются компании, имеющие до 30 роботов, но не имеющие инженеров и техников, способных самостоятельно устранять их неисправности. Интерес к Remote Service проявляют и более крупные компании, поскольку они заинтересованы в увеличении срока службы и эксплуатационной готовности производственного оборудования.In today’s competitive environment, business profitability often relies on demanding production schedules that do not always leave time for exhaustive or repeated equipment health checks. ABB’s Remote Service agreements are designed to monitor its customers’ robots to identify when problems are likely to occur and ensure that help is dispatched before the problem can escalate. In over 60 percent of ABB’s service calls, its robots can be brought back online remotely, without further intervention.В условиях современной конкуренции окупаемость бизнеса часто зависит от соблюдения жестких графиков производства, не оставляющих времени для полномасштабных или периодических проверок исправности оборудования. Контракт Remote Service предусматривает мониторинг состояния роботов заказчика для прогнозирования возможных неисправностей и принятие мер по их предотвращению. В более чем 60 % случаев для устранения неисправности достаточно дистанционной консультации в сервисной службе АББ, дальнейшего вмешательства не требуется.ABB offers a flexible choice of service agreements for both new and existing robot installations, which helps extend the mean time between failures, shorten the time to repair and lower the total cost of ownership. With four new packages available – Support, Response, Maintenance and Warranty, each backed up by ABB’s Remote Service technology – businesses can minimize the impact of unplanned downtime and achieve improved production-line efficiency.Компания АББ предлагает гибкий выбор контрактов на выполнение технического обслуживания как уже имеющихся, так и вновь устанавливаемых роботов, которые позволяют значительно увеличить среднюю наработку на отказ, сократить время ремонта и эксплуатационные расходы. Четыре новых пакета на основе технологии Remote Service – Support, Response, Maintenance и Warranty – позволяют минимизировать внеплановые простои и значительно повысить эффективность производства.The benefits of Remote Sevice are clear: improved availability, fewer service visits, lower maintenance costs and maximized total cost of ownership. This unique service sets ABB apart from its competitors and is the beginning of a revolution in service thinking. It provides ABB with a great opportunity to improve customer access to its expertise and develop more advanced services worldwide.Преимущества дистанционного технического обслуживания очевидны: повышенная надежность, уменьшение выездов ремонтных бригад, уменьшение затрат на обслуживание и общих эксплуатационных расходов. Эта уникальная услуга дает компании АББ преимущества над конкурентами и демонстрирует революционный подход к организации сервиса. Благодаря ей компания АББ расширяет доступ заказчиков к опыту своих специалистов и получает возможность более эффективного оказания технической помощи по всему миру.Тематики
- тех. обсл. и ремонт средств электросвязи
Обобщающие термины
EN
Англо-русский словарь нормативно-технической терминологии > remote maintenance
18 remote sevice
дистанционное техническое обслуживание
Техническое обслуживание объекта, проводимое под управлением персонала без его непосредственного присутствия.
[ОСТ 45.152-99 ]Параллельные тексты EN-RU из ABB Review. Перевод компании Интент
Service from afarДистанционный сервисABB’s Remote Service concept is revolutionizing the robotics industryРазработанная АББ концепция дистанционного обслуживания Remote Service революционизирует робототехникуABB robots are found in industrial applications everywhere – lifting, packing, grinding and welding, to name a few. Robust and tireless, they work around the clock and are critical to a company’s productivity. Thus, keeping these robots in top shape is essential – any failure can lead to serious output consequences. But what happens when a robot malfunctions?Роботы АББ используются во всех отраслях промышленности для перемещения грузов, упаковки, шлифовки, сварки – всего и не перечислить. Надежные и неутомимые работники, способные трудиться день и ночь, они представляют большую ценность для владельца. Поэтому очень важно поддерживать их в надлежащей состоянии, ведь любой отказ может иметь серьезные последствия. Но что делать, если робот все-таки сломался?ABB’s new Remote Service concept holds the answer: This approach enables a malfunctioning robot to alarm for help itself. An ABB service engineer then receives whole diagnostic information via wireless technology, analyzes the data on a Web site and responds with support in just minutes. This unique service is paying off for customers and ABB alike, and in the process is revolutionizing service thinking.Ответом на этот вопрос стала новая концепция Remote Service от АББ, согласно которой неисправный робот сам просит о помощи. C помощью беспроводной технологии специалист сервисной службы АББ получает всю необходимую диагностическую информацию, анализирует данные на web-сайте и через считанные минуты выдает рекомендации по устранению отказа. Эта уникальная возможность одинаково ценна как для заказчиков, так и для самой компании АББ. В перспективе она способна в корне изменить весь подход к организации технического обслуживания.Every minute of production downtime can have financially disastrous consequences for a company. Traditional reactive service is no longer sufficient since on-site service engineer visits also demand great amounts of time and money. Thus, companies not only require faster help from the service organization when needed but they also want to avoid disturbances in production.Каждая минута простоя производства может привести к губительным финансовым последствиям. Традиционная организация сервиса, предусматривающая ликвидацию возникающих неисправностей, становится все менее эффективной, поскольку вызов сервисного инженера на место эксплуатации робота сопряжен с большими затратами времени и денег. Предприятия требуют от сервисной организации не только более быстрого оказания помощи, но и предотвращения возможных сбоев производства.In 2006, ABB developed a new approach to better meet customer’s expectations: Using the latest technologies to reach the robots at customer sites around the world, ABB could support them remotely in just minutes, thereby reducing the need for site visits. Thus the new Remote Service concept was quickly brought to fruition and was launched in mid-2007. Statistics show that by using the system the majority of production stoppages can be avoided.В 2006 г. компания АББ разработала новый подход к удовлетворению ожиданий своих заказчиков. Использование современных технологий позволяет специалистам АББ получать информацию от роботов из любой точки мира и в считанные минуты оказывать помощь дистанционно, в результате чего сокращается количество выездов на место установки. Запущенная в середине 2007 г. концепция Remote Service быстро себя оправдала. Статистика показывает, что её применение позволило предотвратить большое число остановок производства.Reactive maintenance The hardware that makes ABB Remote Service possible consists of a communication unit, which has a function similar to that of an airplane’s so-called black box 1. This “service box” is connected to the robot’s control system and can read and transmit diagnostic information. The unit not only reads critical diagnostic information that enables immediate support in the event of a failure, but also makes it possible to monitor and analyze the robot’s condition, thereby proactively detecting the need for maintenance.Устранение возникающих неисправностей Аппаратное устройство, с помощью которого реализуется концепция Remote Service, представляет собой коммуникационный блок, работающий аналогично черному ящику самолета (рис. 1). Этот блок считывает диагностические данные из контроллера робота и передает их по каналу GSM. Считывается не только информация, необходимая для оказания немедленной помощи в случае отказа, но и сведения, позволяющие контролировать и анализировать состояние робота для прогнозирования неисправностей и планирования технического обслуживания.If the robot breaks down, the service box immediately stores the status of the robot, its historical data (as log files), and diagnostic parameters such as temperature and power supply. Equipped with a built-in modem and using the GSM network, the box transmits the data to a central server for analysis and presentation on a dedicated Web site. Alerts are automatically sent to the nearest of ABB’s 1,200 robot service engineers who then accesses the detailed data and error log to analyze the problem.При поломке робота сервисный блок немедленно сохраняет данные о его состоянии, сведения из рабочего журнала, а также значения диагностических параметров (температура и характеристики питания). Эти данные передаются встроенным GSM-модемом на центральный сервер для анализа и представления на соответствующем web-сайте. Аварийные сообщения автоматически пересылаются ближайшему к месту аварии одному из 1200 сервисных инженеров-робототехников АББ, который получает доступ к детальной информации и журналу аварий для анализа возникшей проблемы.A remotely based ABB engineer can then quickly identify the exact fault, offering rapid customer support. For problems that cannot be solved remotely, the service engineer can arrange for quick delivery of spare parts and visit the site to repair the robot. Even if the engineer must make a site visit, service is faster, more efficient and performed to a higher standard than otherwise possible.Специалист АББ может дистанционно идентифицировать отказ и оказать быструю помощь заказчику. Если неисправность не может быть устранена дистанционно, сервисный инженер организовывает доставку запасных частей и выезд ремонтной бригады. Даже если необходимо разрешение проблемы на месте, предшествующая дистанционная диагностика позволяет минимизировать объем работ и сократить время простоя.Remote Service enables engineers to “talk” to robots remotely and to utilize tools that enable smart, fast and automatic analysis. The system is based on a machine-to-machine (M2M) concept, which works automatically, requiring human input only for analysis and personalized customer recommendations. ABB was recognized for this innovative solution at the M2M United Conference in Chicago in 2008 Factbox.Remote Service позволяет инженерам «разговаривать» с роботами на расстоянии и предоставляет в их распоряжение интеллектуальные средства быстрого автоматизированного анализа. Система основана на основе технологии автоматической связи машины с машиной (M2M), где участие человека сводится к анализу данных и выдаче рекомендаций клиенту. В 2008 г. это инновационное решение от АББ получило приз на конференции M2M United Conference в Чикаго (см. вставку).Proactive maintenanceRemote Service also allows ABB engineers to monitor and detect potential problems in the robot system and opens up new possibilities for proactive maintenance.Прогнозирование неисправностейRemote Service позволяет инженерам АББ дистанционно контролировать состояние роботов и прогнозировать возможные неисправности, что открывает новые возможности по организации профилактического обслуживания.The service box regularly takes condition measurements. By monitoring key parameters over time, Remote Service can identify potential failures and when necessary notify both the end customer and the appropriate ABB engineer. The management and storage of full system backups is a very powerful service to help recover from critical situations caused, for example, by operator errors.Сервисный блок регулярно выполняет диагностические измерения. Непрерывно контролируя ключевые параметры, Remote Service может распознать потенциальные опасности и, при необходимости, оповещать владельца оборудования и соответствующего специалиста АББ. Резервирование данных для возможного отката является мощным средством, обеспечивающим восстановление системы в критических ситуациях, например, после ошибки оператора.The first Remote Service installation took place in the automotive industry in the United States and quickly proved its value. The motherboard in a robot cabinet overheated and the rise in temperature triggered an alarm via Remote Service. Because of the alarm, engineers were able to replace a faulty fan, preventing a costly production shutdown.Первая система Remote Service была установлена на автозаводе в США и очень скоро была оценена по достоинству. Она обнаружила перегрев материнской платы в шкафу управления роботом и передала сигнал о превышении допустимой температуры, благодаря чему инженеры смогли заменить неисправный вентилятор и предотвратить дорогостоящую остановку производства.MyRobot: 24-hour remote access
Having regular access to a robot’s condition data is also essential to achieving lean production. At any time, from any location, customers can verify their robots’ status and access maintenance information and performance reports simply by logging in to ABB’s MyRobot Web site. The service enables customers to easily compare performances, identify bottlenecks or developing issues, and initiate the mostСайт MyRobot: круглосуточный дистанционный доступДля того чтобы обеспечить бесперебойное производство, необходимо иметь регулярный доступ к информации о состоянии робота. Зайдя на соответствующую страницу сайта MyRobot компании АББ, заказчики получат все необходимые данные, включая сведения о техническом обслуживании и отчеты о производительности своего робота. Эта услуга позволяет легко сравнивать данные о производительности, обнаруживать возможные проблемы, а также оптимизировать планирование технического обслуживания и модернизации. С помощью MyRobot можно значительно увеличить выпуск продукции и уменьшить количество выбросов.Award-winning solutionIn June 2008, the innovative Remote Service solution won the Gold Value Chain award at the M2M United Conference in Chicago. The value chain award honors successful corporate adopters of M2M (machine–to-machine) technology and highlights the process of combining multiple technologies to deliver high-quality services to customers. ABB won in the categoryof Smart Services.Приз за удачное решениеВ июне 2008 г. инновационное решение Remote Service получило награду Gold Value Chain (Золотая цепь) на конференции M2M United Conference в Чикаго. «Золотая цепь» присуждается за успешное масштабное внедрение технологии M2M (машина – машина), а также за достижения в объединении различных технологий для предоставления высококачественных услуг заказчикам. АББ одержала победу в номинации «Интеллектуальный сервис».Case study: Tetley Tetley GB Ltd is the world’s second-largest manufacturer and distributor of tea. The company’s manufacturing and distribution business is spread across 40 countries and sells over 60 branded tea bags. Tetley’s UK tea production facility in Eaglescliffe, County Durham is the sole producer of Tetley tea bags 2.Пример применения: Tetley Компания TetleyGB Ltd является вторым по величине мировым производителем и поставщиком чая. Производственные и торговые филиалы компании имеются в 40 странах, а продукция распространяется под 60 торговыми марками. Чаеразвесочная фабрика в Иглсклифф, графство Дарем, Великобритания – единственный производитель чая Tetley в пакетиках (рис. 2).ABB offers a flexible choice of service agreements for both new and existing robot installations, which can help extend the mean time between failures, shorten the time to repair and lower the cost of automated production.Предлагаемые АББ контракты на выполнение технического обслуживания как уже имеющихся, так и вновь устанавливаемых роботов, позволяют значительно увеличить среднюю наработку на отказ, сократить время ремонта и общую стоимость автоматизированного производства.Robots in the plant’s production line were tripping alarms and delaying the whole production cycle. The spurious alarms resulted in much unnecessary downtime that was spent resetting the robots in the hope that another breakdown could be avoided. Each time an alarm was tripped, several hours of production time was lost. “It was for this reason that we were keen to try out ABB’s Remote Service agreement,” said Colin Trevor, plant maintenance manager.Установленные в технологической линии роботы выдавали аварийные сигналы, задерживающие выполнение производственного цикла. Ложные срабатывания вынуждали перезапускать роботов в надежде предотвратить возможные отказы, в результате чего после каждого аварийного сигнала производство останавливалось на несколько часов. «Именно поэтому мы решили попробовать заключить с АББ контракт на дистанционное техническое обслуживание», – сказал Колин Тревор, начальник технической службы фабрики.To prevent future disruptions caused by unplanned downtime, Tetley signed an ABB Response Package service agreement, which included installing a service box and system infrastructure into the robot control systems. Using the Remote Service solution, ABB remotely monitors and collects data on the “wear and tear” and productivity of the robotic cells; this data is then shared with the customer and contributes to smooth-running production cycles.Для предотвращения ущерба в результате незапланированных простоев Tetley заключила с АББ контракт на комплексное обслуживание Response Package, согласно которому системы управления роботами были дооборудованы сервисными блоками с необходимой инфраструктурой. С помощью Remote Service компания АББ дистанционно собирает данные о наработке, износе и производительности роботизированных модулей. Эти данные предоставляются заказчику для оптимизации загрузки производственного оборудования.Higher production uptimeSince the implementation of Remote Service, Tetley has enjoyed greatly reduced robot downtime, with no further disruptions caused by unforeseen problems. “The Remote Service package has dramatically changed the plant,” said Trevor. “We no longer have breakdown issues throughout the shift, helping us to achieve much longer periods of robot uptime. As we have learned, world-class manufacturing facilities need world-class support packages. Remote monitoring of our robots helps us to maintain machine uptime, prevent costly downtime and ensures my employees can be put to more valuable use.”Увеличение полезного времениС момента внедрения Remote Service компания Tetley была приятно удивлена резким сокращением простоя роботов и отсутствием незапланированных остановок производства. «Пакет Remote Service резко изменил ситуацию на предприятии», – сказал Тревор. «Мы избавились от простоев роботов и смогли резко увеличить их эксплуатационную готовность. Мы поняли, что для производственного оборудования мирового класса необходим сервисный пакет мирового класса. Дистанционный контроль роботов помогает нам поддерживать их в рабочем состоянии, предотвращать дорогостоящие простои и задействовать наш персонал для выполнения более важных задач».Service accessRemote Service is available worldwide, connecting more than 500 robots. Companies that have up to 30 robots are often good candidates for the Remote Service offering, as they usually have neither the engineers nor the requisite skills to deal with robotics faults themselves. Larger companies are also enthusiastic about Remote Service, as the proactive services will improve the lifetime of their equipment and increase overall production uptime.Доступность сервисаСеть Remote Service охватывает более 700 роботов по всему миру. Потенциальными заказчиками Remote Service являются компании, имеющие до 30 роботов, но не имеющие инженеров и техников, способных самостоятельно устранять их неисправности. Интерес к Remote Service проявляют и более крупные компании, поскольку они заинтересованы в увеличении срока службы и эксплуатационной готовности производственного оборудования.In today’s competitive environment, business profitability often relies on demanding production schedules that do not always leave time for exhaustive or repeated equipment health checks. ABB’s Remote Service agreements are designed to monitor its customers’ robots to identify when problems are likely to occur and ensure that help is dispatched before the problem can escalate. In over 60 percent of ABB’s service calls, its robots can be brought back online remotely, without further intervention.В условиях современной конкуренции окупаемость бизнеса часто зависит от соблюдения жестких графиков производства, не оставляющих времени для полномасштабных или периодических проверок исправности оборудования. Контракт Remote Service предусматривает мониторинг состояния роботов заказчика для прогнозирования возможных неисправностей и принятие мер по их предотвращению. В более чем 60 % случаев для устранения неисправности достаточно дистанционной консультации в сервисной службе АББ, дальнейшего вмешательства не требуется.ABB offers a flexible choice of service agreements for both new and existing robot installations, which helps extend the mean time between failures, shorten the time to repair and lower the total cost of ownership. With four new packages available – Support, Response, Maintenance and Warranty, each backed up by ABB’s Remote Service technology – businesses can minimize the impact of unplanned downtime and achieve improved production-line efficiency.Компания АББ предлагает гибкий выбор контрактов на выполнение технического обслуживания как уже имеющихся, так и вновь устанавливаемых роботов, которые позволяют значительно увеличить среднюю наработку на отказ, сократить время ремонта и эксплуатационные расходы. Четыре новых пакета на основе технологии Remote Service – Support, Response, Maintenance и Warranty – позволяют минимизировать внеплановые простои и значительно повысить эффективность производства.The benefits of Remote Sevice are clear: improved availability, fewer service visits, lower maintenance costs and maximized total cost of ownership. This unique service sets ABB apart from its competitors and is the beginning of a revolution in service thinking. It provides ABB with a great opportunity to improve customer access to its expertise and develop more advanced services worldwide.Преимущества дистанционного технического обслуживания очевидны: повышенная надежность, уменьшение выездов ремонтных бригад, уменьшение затрат на обслуживание и общих эксплуатационных расходов. Эта уникальная услуга дает компании АББ преимущества над конкурентами и демонстрирует революционный подход к организации сервиса. Благодаря ей компания АББ расширяет доступ заказчиков к опыту своих специалистов и получает возможность более эффективного оказания технической помощи по всему миру.Тематики
- тех. обсл. и ремонт средств электросвязи
Обобщающие термины
EN
Англо-русский словарь нормативно-технической терминологии > remote sevice
19 FASMI
быстрый анализ разделяемой многомерной информации
Определение понятия OLAP в виде пяти критериев (Fast, Analysis, Shared, Multidimensional, Information), которым должны удовлетворять продукты, попадающие в эту категорию. Тест FASMI был разработан в качестве альтернативы известным 18 правилам Кодда (см. OLAP rules), определяющим OLAP-систему. Тест FASMI содержит следующие требования к приложениям для многомерного анализа:
предоставление пользователю результатов анализа за приемлемое время (обычно не более 5 с), пусть даже ценой менее детального анализа;
возможность осуществления любого логического и статистического анализа, характерного для данного приложения, и его сохранения в доступном для конечного пользователя виде;
многопользовательский доступ к данным с поддержкой соответствующих механизмов блокировок и средств авторизованного доступа;
многомерное концептуальное представление данных, включая полную поддержку для иерархий и множественных иерархий (это ? ключевое требование OLAP);
возможность обращаться к любой нужной информации независимо от ее объема и места хранения (Источник - Ольга Горчинская).
[ http://www.morepc.ru/dict/]Тематики
EN
Англо-русский словарь нормативно-технической терминологии > FASMI
20 Fast Analysis of Shared Multidimensional Information
быстрый анализ разделяемой многомерной информации
Определение понятия OLAP в виде пяти критериев (Fast, Analysis, Shared, Multidimensional, Information), которым должны удовлетворять продукты, попадающие в эту категорию. Тест FASMI был разработан в качестве альтернативы известным 18 правилам Кодда (см. OLAP rules), определяющим OLAP-систему. Тест FASMI содержит следующие требования к приложениям для многомерного анализа:
предоставление пользователю результатов анализа за приемлемое время (обычно не более 5 с), пусть даже ценой менее детального анализа;
возможность осуществления любого логического и статистического анализа, характерного для данного приложения, и его сохранения в доступном для конечного пользователя виде;
многопользовательский доступ к данным с поддержкой соответствующих механизмов блокировок и средств авторизованного доступа;
многомерное концептуальное представление данных, включая полную поддержку для иерархий и множественных иерархий (это ? ключевое требование OLAP);
возможность обращаться к любой нужной информации независимо от ее объема и места хранения (Источник - Ольга Горчинская).
[ http://www.morepc.ru/dict/]Тематики
EN
Англо-русский словарь нормативно-технической терминологии > Fast Analysis of Shared Multidimensional Information
См. также в других словарях:
ВРЕМЯ — фундаментальное понятие человеческого мышления, отображающее изменчивость мира, процессуальный характер его существования, наличие в мире не только «вещей» (объектов, предметов), но и событий. В содержание общего понятия В. входят аспекты,… … Философская энциклопедия
ВРЕМЯ КУЛЬТУРЫ — важнейший аспект модели мира, характеристика длительности существования, ритма, темпа, последовательности, координации смены состояний культуры в целом и ее элементов, а также их смысловой наполненности для человека. Для культурологич.… … Энциклопедия культурологии
Время жизнеспособности — Время, в течение которого необходимо использовать двухкомпонентные краски после приготовления рабочего состава Примечания: 1. Под термином авария здесь и далее по тексту всегда понимается событие, связанное с радиационными последствиями. 2.… … Словарь-справочник терминов нормативно-технической документации
ВРЕМЯ — ВРЕМЯ как проблема античной философской мысли оставалась в числе важнейших на протяжении всей ее истории, занимая ключевое место в системе космологических, физических и онтологических воззрений большинства философских школ, от досократиков до … Античная философия
Время в экономической системе — Время в экономической системе [time in economic system]. Фактор времени компонент любой динамической экономико математической модели. В учете фактора времени особое значение имеют соизмерение затрат и результатов, относящихся к разным периодам… … Экономико-математический словарь
время в экономической системе — Фактор времени компонент любой динамической экономико математической модели. В учете фактора времени особое значение имеют соизмерение затрат и результатов, относящихся к разным периодам (см. Дисконтирование), лаги запаздывания эффектов по… … Справочник технического переводчика
Время реакции (reaction time) — Измерение времени реакции (ВР), вероятно, самый почтенный предмет в эмпирической психологии. Оно зародилось в области астрономии, в 1823 г., с измерением индивидуальных различий в скорости восприятия пересечения звездой линии риски телескопа. Эти … Психологическая энциклопедия
время — 3.3.4 время tE (time tE): время нагрева начальным пусковым переменным током IА обмотки ротора или статора от температуры, достигаемой в номинальном режиме работы, до допустимой температуры при максимальной температуре окружающей среды. Источник … Словарь-справочник терминов нормативно-технической документации
ВРЕМЯ — обозначает течение, длительность и последовательность событий. Оно есть условие существования конечных вещей и существ тварного мира. Согласно христ. учению, В. как творение Божие подчинено домостроительству спасения и своими границами имеет… … Православная энциклопедия
Время — в кино. Время в кино, как и в других видах искусств, — не только объект изображения, но и средство выражения. Кинематографическое художественное время по своей структуре в общих чертах повторяет строение временной конструкции, характерной… … Кино: Энциклопедический словарь
Время реакции выбора (choice reaction time) — В задаче на время простой реакции испытуемый лишь реагирует всякий раз, когда обнаруживает определенный раздражитель. Никакого решения помимо того, присутствует или отсутствует раздражитель, принимать не требуется. В задаче на В. р. в.… … Психологическая энциклопедия
 18+© Академик, 2000-2024
18+© Академик, 2000-2024- Обратная связь: Техподдержка, Реклама на сайте
Экспорт словарей на сайты, сделанные на PHP, Joomla, Drupal, WordPress, MODx.
Перевод: с английского на русский
с русского на английский- С русского на:
- Английский
- С английского на:
- Русский